

Шпоры / 26'
.DOC26. Анализ погрешностей с помощью кривых распределения.
Исходные положения для анализа.
1. Распределение погрешностей деталей, входящих в партию, должно следовать кривой нормального распределения с центром группирования О (Lд.ср), совпадающим с Lз.ср

Распределение погрешностей партии.
а—распределение, указывающее на высокий технический уровень операции; б—влияние доминирующей постоянной погрешности.
Среди производственных погрешностей нет крупных, доминирующих над остальными. Возможности операции в отношении точности практически уже исчерпаны. Уменьшение погрешности обработки, если оно необходимо, требует перехода, более точному, чем рассматриваемый, например перехода от точения к шлифованию.
Величина поля
рассеивания
![]() .
Наибольшая из погрешностей деталей
имеет величину, равную
.
Наибольшая из погрешностей деталей
имеет величину, равную![]() .
.
2. Отступления от такого распределения показывают, что производственные погрешности, вызвавшие погрешность обработки, были не однородны.
3.
Влияние доминирующей постоянной
производственных погрешности выражается
в том, смещается от значения Lз.ср
на величину µ, представляющую собой
постоянную погрешность обработки.
Величина поля рассеивания![]() ,
но наибольшая из погрешностей деталей
имеет величину
,
но наибольшая из погрешностей деталей
имеет величину![]() .
.
4.Неточность установки и соответственно погрешность µ, вызываемая этой неточностью, является величиной случайно. Она принимает определенное постоянное значение только для деталей, обработанных при одной установке инструмента.
5.
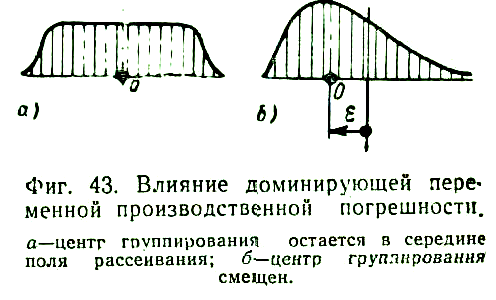
Влияние доминирующей переменной
производственной погрешности .внешне
выражается в том, что форма кривой
отличается от формы кривой .нормального
распределения.
6. Наиболее часто в роли доминирующей закономерно изменяющейся производственной погрешности выступает износ режущего инструмента, в роли доминирующей случайной - неточность установки инструмента, вызывающая погрешность обработки µ.
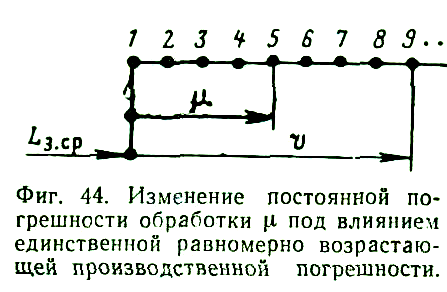
7. Доминирующая закономерно изменяющаяся производственная погрешность вызывает в ходе обработки закономерное увеличение поля рассеивания и закономерно изменяет величину постоянной погрешности µ.
Предположим, что единственной производственной погрешностью является равномерно возрастающая погрешность у первой обработанной детали размер точно равный Lз.cp. Постоянная погрешность µ, будут зависеть от числа обработанных деталей (количества их в партии).
8. Однако закономерно изменяющаяся производственная погрешность не является единственной. Зная закон ее изменения, все же нельзя обеспечить значения µ=0.

9. Влияние доминирующей случайной производственной погрешности, в роли которой выступает неточность установки инструмента на размер многообразно. Форма кривой распределения партии, составленной из подобных частей, будет зависеть от количества частей (числа установок инструмента), от количества деталей в каждой части и от величины и характера рассеивания центров группирования частей.
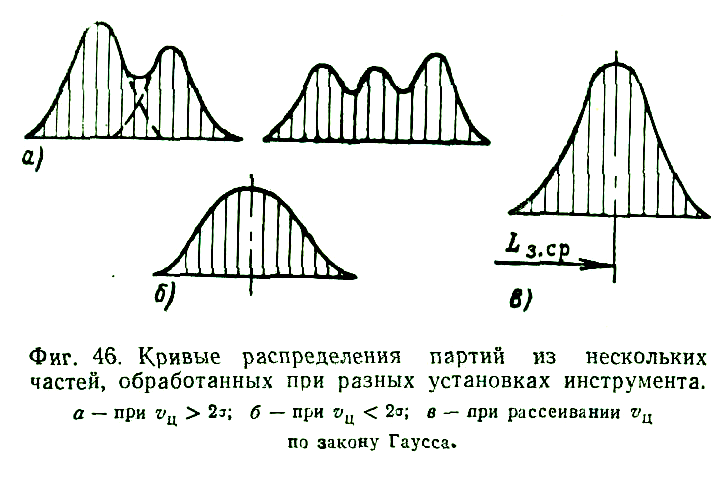
При большом количестве частей и рассеивании центров группирования относительно Lз.ср по закону Гаусса кривая распределения погрешности обработки партий (фиг. 46, б) соответствует кривой нормального распределения со среднеквадратическим отклонением
![]()
где![]() -среднеквадратическое
отклонение погрешностей обработки
деталей от своего центра группирования
в каждой части партии
-среднеквадратическое
отклонение погрешностей обработки
деталей от своего центра группирования
в каждой части партии
![]() -среднеквадратическое
отклонение от Lз.cp
центров группирования частей партии:
-среднеквадратическое
отклонение от Lз.cp
центров группирования частей партии:
![]()
где N—число частей партии (число установок инструмента)