

Лёнька-60% / К диплому / Исслед. диплом по шлифованию / ЗАПИСКА / сканер
.doc4.1.4 Аналитическое описание и расчет высотных параметров шероховатости поверхности при планетарном шлифовании
•
При плоском торцовом планетарном шлифовании геометрический фактор является преобладающим в формировании шероховатости поверхности. Однако в отличие от обработки материалов лезвийным инструментом, где для описания параметров шероховатости поверхностей используются законы классической механики, состояние рабочей поверхности абразивного инструмента непостоянно. Это обусловлено изменением координат вершин зерен и их геометрии вследствие их разрушения и скалывания. Это указывает на недостаточность применения традиционных методов механики для изучения образования шероховатости шлифованных поверхностей. В этих случаях, кроме обычных, необходимо использовать методы теории вероятности и теории случайных процессов. Такой подход был принят в исследованиях Коро-
Редакция от 18.1105 21
VV 2
Уо'ф
лева А. В. и Новоселова Ю. К. [45, 46, 64] для описания высотных параметров шероховатости при чистовом и тонком шлифовании. В результате выполненных ими исследований предложено аналитическое выражение для расчета высотного параметра шероховатости R, в виде
(4.3)
1
R:=H- 2,948
где Н - величина слоя материала, в котором распределена шероховатость поверхности (негостированный параметр); 1Ф - максимальная глубина микрорезания; V,, - продольная скорость детали; VK ~ скорость абразивного резания; F,, - окружная скорость детали; г], - число абразивных зерен на единице площади рабочей поверхности инструмента, rj3 =l/(l,75rf,)2; /- базовая длина при определении шероховатости; D, - эквивалентный диаметр.
Параметры Н и t,/,, входящие в формулу (4.3) определяются из выражений
13.66К,
(4.4)
1,478л+-
(4.5)
t. = 0,739Дг + 0,546(Дг)2
где кс - коэффициент стружкообразования; рг - радиус закругления вершин абразивных зерен; Аг - съем материала, Дг = 1ф - Н.
Предложенные аналитические зависимости (4.3 - 4.5) справедливы для широкого диапазона параметров режима шлифования и характеристик абразивного инструмента при выполнении различных видов чистового и отделочного шлифования. Влияние характеристики инструмента и состояния его рабочей поверхности на шероховатость шлифованной поверхности отражено в расчетных выражениях параметрами г/з и рз. Численные значения этих параметров в зависимости от зернистости инструмента, по данным [52, 67, 74, 120], приведены в таблице 4.3.
22
Редакция от 18.11.05
Таблица 4.3
Средние значения ?;, и
|
Зернистость инструмента d,, мм |
r}t, 1/мм2 |
Р3 , мм |
|
0,08 |
51,00 |
0,007 |
|
0,16 |
12,76 |
0,013 |
|
0,25 |
5,22 |
0,019 |
|
0,40 |
2,04 |
0,025 |
Применительно к процессу плоского торцового планетарного шлифования параметрами режима шлифования в формуле (4.3) будут являться: Va — скорость продольного перемещения детали; VK - скорость абразивного резания, VK = 22,71 м/с; ¥,, = Vmp = (a+b+a^co, = 11.59 м/с. Эквивалентный диаметр D.t=DrDJ(Dr -Dk) = 74,1 мм.
Особенностью формирования шероховатости поверхности при плоском планетарном шлифовании неразрушенной частью торцев чашечных кругов является незначительная глубина микрорезания, которая приводит к снижению исходной шероховатости после съема материала конической кромкой кругов при продольном перемещении детали. В таблице 4.4 приведены результаты расчетов максимальной глубины микрорезания t,/, и величины слоя шероховатости поверхности Н в диапазоне изменения глубины микрорезания Л, от 0,5 до 10 мкм по формулам (4.4 - 4.5) для различных технологических условий шлифования. Анализ расчетных данных показывает, что съем материала и слой шероховатости поверхности зависят от максимальной глубины микрорезания, скорости перемещения детали, геометрии абразивного зерна, числа режущих кромок на единице поверхности круга. С увеличением глубины микрорезания съем материала и слой шероховатости поверхности увеличивается для всех значений скорости детали. В исследованном диапазоне слой шероховатости поверхности изменяется почти пропорционально 1ф. Съем материала с увеличением глубины микрорезания увеличивается более значительно, чем слой шероховатости поверхности. С увеличением скорости
Редакция от 18 1 I 05 23
детали и сохранении максимальной глубины микрорезания постоянной, съем материала уменьшается, а слой шероховатости поверхности увеличивается. Полученные расчетные значения съема материала и слоя шероховатости поверхности хорошо согласуются с экспериментальными данными других авторов [24, 53, 60, 63].
Статистическая обработка расчетных значений, приведенных в табл. 4.4, по способу наименьших квадратов [42] позволила получить уравнения множественной корреляции для расчета fy и Я в зависимости от технологических параметров планетарного шлифования в виде
1ф = (7,85К, +9,7d, -О.Ш5КЛ (4.6)
Таблица 4.4
Расчетные значения (фНН
Редакция от 18.11.05
25
Редакция от 18.11 05
26
&. *
24.22*. -3433Г
|
I |
2 |
3 |
4 |
5 |
6 |
|
|
0,5 |
|
0.97 |
2,80 |
1,83 |
|
|
1 |
|
1,32 |
3,80 |
2,48 |
|
|
2 |
|
2,20 |
6,33 |
4,13 |
|
|
4 |
|
2,43 |
6,99 |
4,56 |
|
|
8 |
|
3.30 |
9,49 |
6,19 |
|
|
10 |
|
3,64 |
10,47 |
6,83 |
|
|
0,5 |
|
1,01 |
3,66 |
2,65 |
|
|
1 |
|
1,37 |
4,97 |
3,60 |
|
|
2 |
|
2,28 |
8,28 |
6,00 |
|
|
4 |
|
2,52 |
9,15 |
6,63 |
|
|
8 |
|
3,42 |
12,41 |
8,99 |
|
|
10 |
|
3,77 |
13,69 |
9,22 |
|
|
0,5 |
|
0,98 |
4,22 |
3,24 |
|
|
I |
|
1,33 |
5.73 |
4,40 |
|
|
2 |
|
2,22 |
9,55 |
7,33 |
|
|
4 |
|
2,45 |
10,55 |
8,10 |
|
|
8 |
|
3,32 |
14,31 |
10,99 |
|
|
10 |
|
3,66 |
15,78 |
12,12 |
|
|
0,5 |
|
0,98 |
4,73 |
3,75 |
|
|
1 |
|
1,32 |
6,41 |
5,09 |
|
|
2 |
|
2,20 |
10,68 |
8,48 |
|
|
4 |
|
2.43 |
11,80 |
9,37 |
|
|
8 |
|
3,29 |
16,00 |
12,71 |
|
|
10 |
|
3,45 |
17,65 |
14,02 |
Я = (7,87, + 9,76fi?, -1,47)/^44, (4.7)
Учитывая специфику формирования шероховатости поверхности при плоском планетарном шлифовании и технологические требования по шероховатости поверхностей при чистовом шлифовании (R, < 8,8 мкм) [104] примем в выражениях (4.6 - 4.7) /„ = 8 мкм. Тогда ?°44 = 2,5. С учетом этого (4.6) и (4.7) примут вид
1ф = 19,67, + 24,22d, - 0,3433, (4.8)
Я = 19,477, + 24,37^, - 3,67. (4.9)
Подставив (4.8) и (4.9) в (4.3) получим расчетное выражение для определения высотного параметра шероховатости R, при плоском торцовом планетарном шлифовании в виде
V,
R =19,47^.24,37^ -3,67-2,948
Рассмотрим пример расчета шероховатости поверхности при следующих условиях торцового планетарного шлифования: круги 6 50х25х13 24А25НСМ27К5; шлифуемый материал - закаленная сталь; параметры режима шлифования - VK=22,1\ м/с, Vnep =11,59 м/с, Vd = 0,25 м/с; d3=Q,25 мм;
773 = 5,22 1/мм2 [табл. 4.3]; /=0,8 мм [31]; Z), =74,1 мм.
После подстановки указанных условий шлифования в формулу (4.10), получим
r_ = (19,47 х 0,25 + 24,37 х 0,25 - 3,67)10"' -
_ 2 948
'22 х °'25 ~ 0.3433) х КГ1]1 2 =
5,22(22,71 + 1 1,59)0,8л/74Д = 7,29 х 1(Г3 - 1,39 х 10 ' = 0,0059 мм = 5,9 мкм. С учетом взаимосвязи высотных параметров шероховатости [104, 107]
Я, = 0,1 8ЯГ = 0,1 8 х 5,9 = 1,06 мкм.
Vd, м/с
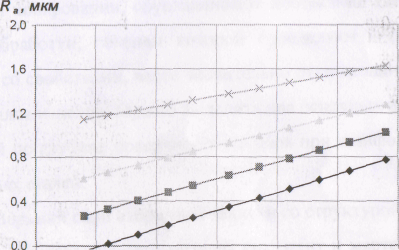
На рис. 4.12 приведены расчетные значения шероховатости шлифованной поверхности по формуле (4.10) в зависимости от скорости продольной подачи детали и зернистости инструмента.
0,04 0,09 014 0,19 024 0,29 0,34
—t— d3=0,08 мм —*— d3=0,16MM d3=0 25 мм / d3=0,4 мм
Рис. 4.12. Зависимость шероховатости поверхности (Ra) от скорости продольной подачи детали (7d) '-•s'
! Q