Пример_2_ТР2_Walter / Пример_1_ТР2_Walter / Чистовое_точение
.docРГР№2
|
|
Чистовое точение Дано: |
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
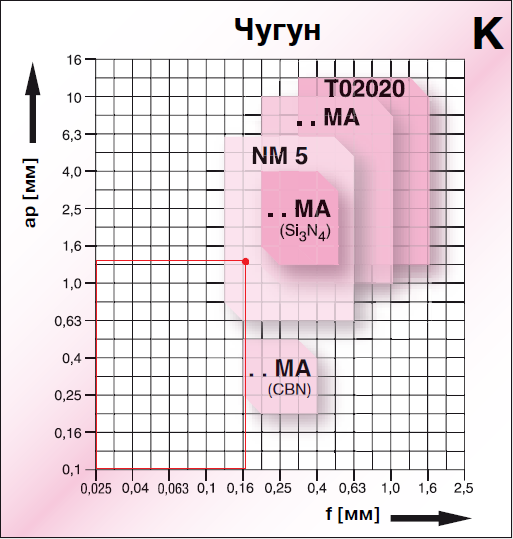
ap=0,6мм |
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Серый чугун СЧ15 (180НВ) |
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Точение продольное, l=28мм |
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Обеспечить уступ 900 |
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
Шаг 1. Определяем материал заготовки:
|
|
[Стр. каталога WALTER 24-25] |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
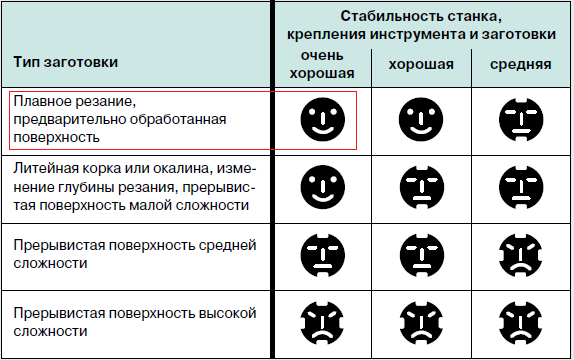
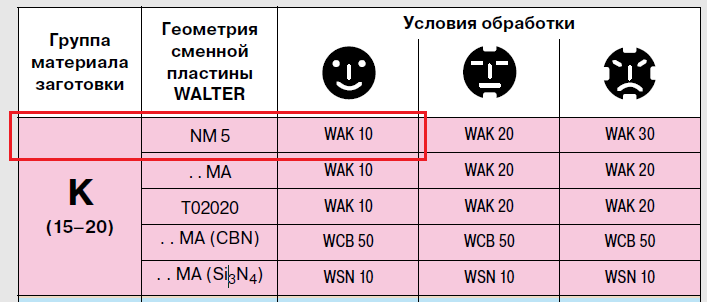
Шаг 2. Условия обработки.
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||
|
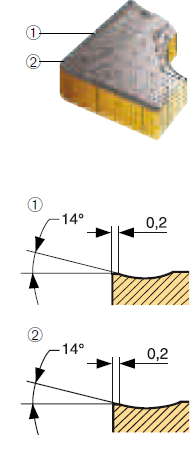
Шаг 3. Так как точение продольное предположительно выбираем форму |
|
||||||||||||||||||||||||||||||||||||||||||||||||||
|
Шаг 4. Выбираем режущий материал с учетом геометрии сменной пластины и условий обработки: |
|
[Стр. каталога WALTER 24-25] |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Шаг 5 Выбираем режимы резания |
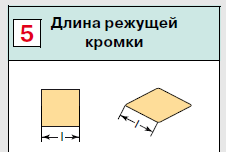
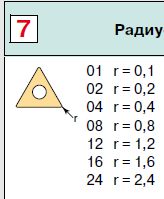
Сформируем обозначение СМП: СNMG120404-NM5 |
См. расшифровку [Стр. каталога WALTER 21-22] |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
VC=620 м/мин |
[Стр. каталога WALTER 206-207] |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
Шаг 5 Выбираем державку для инструмента |
Станок 16К20 Выбираем державку с наибольшим сечением, т. к. она прочнее и ее можно установить на выбранном станке, но с меньшей длиной, т. к. меньше вероятность изгиба
Получаем: PCLN/L2525 M12 |
[Стр. каталога WALTER 75] |
|||||||||||||||||||||||||||||||||||||||||||||||||