

Гос. экзамен / По предметам / Оснастка
.doc№1 Что такое гибкость системы и ее виды.
Гибкость это приспосабливаемость производственной системы к изменению производственных (внешних) условий.
Виды: 1. Гибкость выпуска - возможность изменения пр. мощности за счет увеличения или уменьшения числа обрабатываемых модулей, АТСС, блоков ЭВМ и других средств при изменении объема выпуска.
2. Гибкость номенклатуры – возможность изменения номенклатуры обрабатываемых изделий чем определяется ГПС и обеспечивается возможностью станков и АТСС.
3. Эксплуатационная гибкость – возможность автоматической перестройки и эксплуатации ГПС которая характеризуется надежностью работы системы по безлюдной технологии и достигается за счет применения различных составляющих. Автоматизация систем контроля и управлении (АТСС САК АСУП)
№2 Рассчитать число спутников ГПС:
![]()
![]()
![]() -
число спутников на следующую смену.
-
число спутников на следующую смену.
№3 Назвать порядок проведения работ по унификации КЭД.
1. Группирование деталей по конструктивно технологическому подобию.
2. Определение состава механо обрабатываемых элементов.
3. Систематизация КЭД по функциональному назначению и форме.
4. Разработка стандартов на КЭД и их параметров.
5. Разработка стандартов на ТП обрабатываемых КЭД.
№4 Чем отличается ГПМ от станка автомата?
Может более продолжительное время работать (3смены) в безлюдной технологии и допускает переналадки.
№5 Формула для оценки меры технологической гибкости (сущность).
![]() *
*
Тц – время цикла обработки одной детали i-го наименования.
Тперен- время переналадки ГПС детали i-го наименования на деталь j-го наименования.
f- кол-во наименований деталей входящих в группу для обработки на ГПС.
Составляющая* носит смысл весового коэффициента:
![]() (автоматическая линия)
(автоматическая линия)
![]()
№6 Формула расчета количества основного оборудования в гибком производстве (сущность).
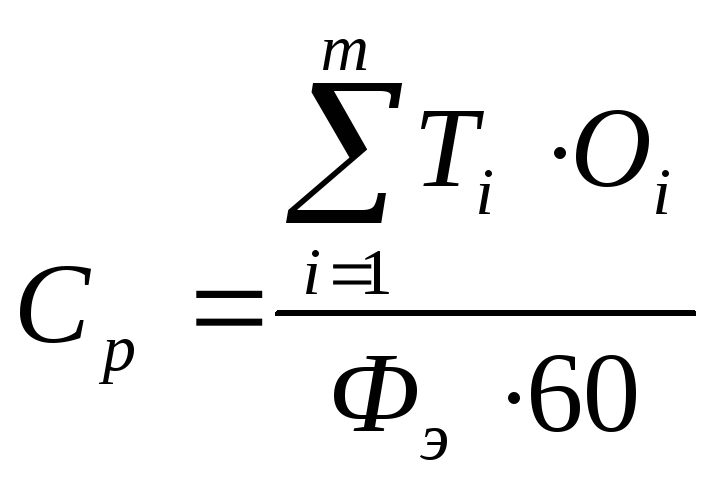 или по станкоемкости
или по станкоемкости
![]()
Тi – Станкоемкость выполнения операции при изготовлении i-ой детали.
Оi – объём выпуска i-ой детали.
Фэ – Эффективный годовой фонд времени работы оборудования.
Тспр – Станкоемкость выполнения операции при изготовлении детали представителя.
Nпр – приведенная программа выпуска изделий.
№7 Сформулировать понятие комплексной детали и ее основных элементов.
Под комплексной деталью понимается реальная или условная (искусственно созданная) деталь содержащая в своей конструкции все остальные характерные для деталей данной группы и являющимися ее конструктивно-технологическими представителями. . Комплексная деталь служит основой при разработке групповых ТП и групповых операций. Комплексная деталь объединяет и качественные характеристики у деталей группы. Под основными элементами понимаются поверхности, которые определяют конфигурацию (конструкцию) детали и технологические задачи, решаемые в процессе их обработки. Основные элементы служат для отнесения детали к тому или иному классификационному подразделению. Комплексная деталь служит основой при разработке групповых ТП и групповых операций.
№8 Понятие группы деталей и методы группирования.
Группой называется совокупность деталей, характеризуемая при обработке общностью оборудования, всего тех. процесса или отдельных его операций. При группировании следует учитывать:
1. Конфигурацию и габаритные размеры детали. Эти характеристики определяют тип станка, способ базирования, конструкцию приспособления.
2. Геометрическую форму, общность поверхностей, которые обрабатываются, точность размеров и взаимное расположение поверхностей, шероховатость и марку материала. Эти характеристики влияют на маршрут обработки, режущий инструмент и режимы резания.
3. Серийность изготовления деталей этим определяется выбор варианта тех. процесса, планово-организационные характеристики работы ГПС и показатели гибкости.
ОСНАСТКА
№1 Что представляет собой система приспособлений СП, УНП, СРП, УСП?
СП- специальные приспособления, которые применяются для конкретной детали или технологической операции. Применяются в серийном и массовом производстве.
УНП- универсально наладочные приспособления имеют базирующие и зажимные устройства для установки заготовок типовых конфигураций и определенных габаритных размеров. Эта система даёт неплохие результаты при сочетании с групповым методом обработки деталей. Применяется в серийном производстве.
СРП- сборно-разборные приспособления система состоит из нормализованных деталей и узлов которые могут подвергаться конструктивным изменениям при закреплении однотипных деталей. Спец. Деталей в СРП примерно 20% от общего количества деталей. Приспособления применяются в основном на фрезерных и сверлильных станках в мелко и среднесерийном производстве.
УСП- универсально- сборные приспособления полностью собираются из нормализованных деталей которые называются элементами УСП и могут многократно (неограниченно до 25 лет) использоваться для сборки различных приспособлений. Комплект УСП содержит от 1.5 тыс. до 25 тыс. деталей. Из комплекта в 20 тыс. деталей можно одновременно собрать от 200 до 250 приспособлений. Сборка УСП осуществляется бригадой 5-6 человек (слесарей сборщиков). Бывают: ручные, механические, полуавтоматические, автоматические.
№2 Сравнить поршневой и диафрагменный пневмодвигатели. Указать достоинства и недостатки.
Распространение получили камеры, встраиваемые в корпус приспособлений это обеспечивает уменьшение габаритов и уменьшение составляющих деталей.
Достоинства:
1. У диафрагменных приводов одностороннего действия отсутствуют и исключаются утечки воздуха, а у приводов двустороннего действия уплотнения требуются только со стороны штока.
2. Камеры компактны, имею малый вес, проще и дешевле в изготовлении.
3. Камеры(диафрагмы) более долговечны т.к. камера выдерживает до 500 тыс. включений, тогда как у цилиндров 10-15 тыс. раз.
Недостатки:
1. небольшой ход штока 35-40 мм.
2. непостоянство развиваемых усилий.
Цилиндры.
Достоинства:
1. Ход поршня может быть любой в зависимости от длины цилиндра.
2. Зажимное усилие постоянно на всей длине хода штока.
3. Габаритные размеры развиты в направлении главной оси.
Недостатки:
1.Сложная конструкция по сравнению с камерами.
2. Повышенные требования к чистоте рабочего воздуха.
3.Большая стоимость изготовления.
№3 Какие средства используются для направления, координирования на сверлильных станках?
Используют кондукторные втулки: постоянные, сменные, быстросменные. Также используют риски разметки.
Требования к втулкам:
1. Должны обеспечивать требуемую точность.
2. Быть износостойкими.
3. При необходимости быстро меняться.
№3 Какова область использования УНП?
УНП- универсально наладочные приспособления имеют базирующие и зажимные устройства для установки заготовок типовых конфигураций и определенных габаритных размеров. Эта система даёт неплохие результаты при сочетании с групповым методом обработки деталей. Применяется в серийном производстве.