

Поверхность металлического тела на воздухе:

1 – ионизированные пылевые частицы; 2 – слой жировых молекул; 3 – слой водяных молекул; 4 – адсорбированный слой кислородных ионов и нейтральных молекул воздуха; 5 – оксидный слой; 6 – поверхностный слой кристаллов с прослойками окислов; 7 - физически чистый слой (поверхность).
Классификация видов и способов сварки

Взаимосвязь технологических режимов сварки:

р– величина осадки;T– температура нагрева;Т1,Т2– граничные температуры;Тпл– температура плавления; А, Б – граничные точки;
I - область ограниченного сваривания; II - область сварки давлением; III - область сварки плавлением.
Интервалы температур сварки давлением сплава «железо - углерод»:
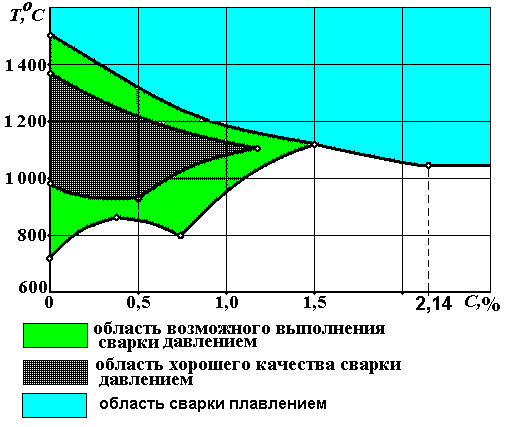
Т – температура нагрева; С – содержание углерода.
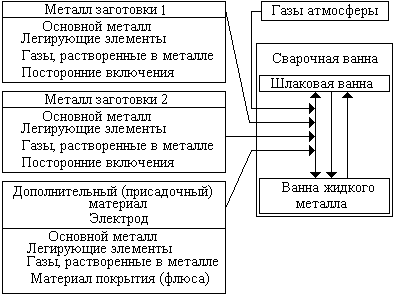
Взаимодействие внешних и внутренних компонентов со сварочной ванной.
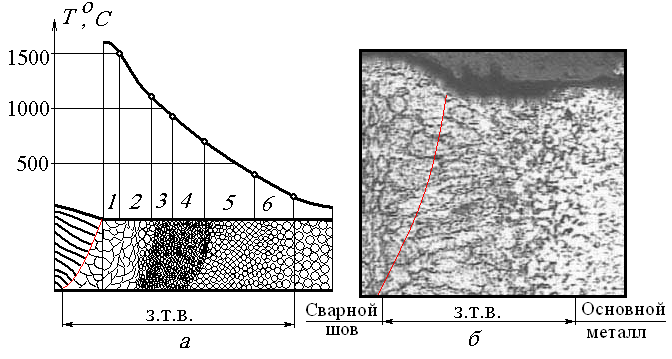
Зона термического влияния сварного шва легированной стали
:
а– схема;
б– микрофотография;
1…6 – участки зоны термического влияния; з.т.в. – зона термического влияния; красной линией отмечена граница шва и з.т.в.
Качество сварки
Виды сплавов:

а– схема микроструктуры механической смеси;
б– кристаллическая решетка твердого раствора замещения;
в- кристаллическая решетка твердого раствора внедрения;
г- кристаллическая решетка химического соединения;
1– атомы растворителя;2,3– атомы растворенного элемента;A,B- компоненты.
Схема возникновения сварочных напряжений:

а– напряжения и деформации пластин при сварке;
б– напряжения и деформация пластин после охлаждения;
в – остаточные напряжения в пластинах (в изделии);
1, 5 – свариваемые заготовки; 2 – начальная грань; 3 – положение, которое стремится занять начальная грань; 4, 7 – часть эпюры деформаций: 6 – конечное положение начальной грани; 8, 9 –эпюры напряжений по координатным осям.
Трещины в сварных соединениях:

а– горячие;
б– холодные:
1 – основной металл; 2 – зона термического влияния; 3 – столбчатые кристаллы; 4 – жидкие прослойки при завершении кристаллизации; 5 – трещины.
Электрические виды сварки Дуговая сварка
Зажигание дуги коротким замыканием:
а – расплавление вершин микронеровностей;
– расплавление вершин микронеровностей;
б– испарение металла;
в- вылет электронов;
г- расщепление атомов:
1 – электрод; 2 – заготовка; 3 – мостики расплавленного металла; 4 – растянутые мостики; 5 - пары металла; 6 – положительные ионы; 7 – электроны; 8 – атомы; Iкз– ток короткого замыкания.
Участки электрической дуги:

1 – анод; 2- анодное пятно; 3 – дуга; 4 – катодное пятно; 5 – катод; Iс- сварочный ток;Lд– длина дуги;Lа- анодная область;Lс– столб дуги;Lк– катодная область;Uд– падение напряжения в дуге;Uа,Uк,Uс- падение напряжения в анодной, катодной областях и в столбе дуги.
Внутренняя вольт - амперная характеристика дуги:

U– напряжение;I– ток;Lд1– длина дуги 1;Lд2– длина дуги 2;Uд1– напряжение дуги 1;Uд2– напряжение дуги 2; 1 – зона крупнокапельного переноса металла; 2 – зона мелкокапельного переноса металла; 3 – зона струйного переноса металла.
![]()
Внешние вольт – амперные характеристики источника тока (ИТ):

1, 2 – внутренние вольт – амперные характеристики дуги 1(длина дуги L1) и дуги 2 (длина дугиL1); 3 – жесткая характеристика ИТ; 4 - полого падающая характеристика ИТ; 5 – идеальная характеристика ИТ; 6 – круто падающая характеристика ИТ; 7 – возрастающая характеристика ИТ;U– напряжение;I– ток;Uхх– напряжение холостого хода;A,B1,B2,C1,C2– точки зажигания дуги 1 или 2;D1,D2,C1,C2– точки начала устойчивого горения дуги 1 или 2;Uзд4,Uзд6,Uзд8– напряжение зажигания дуги для характеристик 4, 6, 8, соответственно;Uд1,Uд2- напряжение дуги 1 и 2;Iсв4,Iсв6– сварочный ток для характеристик 4 и 6 соответственно;Iк– ток короткого замыкания.
![]()
Источники сварочного тока:

а– трансформатор;б– выпрямитель;в– генератор.
Схема сварочного трансформатора серии СТЭ:
Т р.
– трансформатор; Др. – дроссель;
р.
– трансформатор; Др. – дроссель;
1 – сердечник трансформатора; 2 – первичная обмотка; 3 - вторичная обмотка; 4 - компенсирующая обмотка; 5 –сердечник дросселя; 6 – ярмо; 7 – электрод; 8 – дуга; 9 – заготовки;
δ - зазор.
Схема сварочного трансформатора серии ТД:

1 – сердечник трансформатора; 2 – первичная обмотка; 3 – вторичная обмотка; 4 – винтовой механизм.
Трехфазная мостовая схема выпрямителя:

U- напряжение;t– время.
Схема сварочного генератора с независимым возбуждением и размагничивающей последовательной обмоткой:

СВ - селеновый выпрямитель; ЭД - приводной электродвигатель; R–реостат; Г – генератор; П – переключатель;Wн- намагничивающая обмотка;Wр- вторая обмотка возбуждения;Фн,Фр- магнитные потоки
Схема многопостового сварочного генератора и подключение постов

Г – генератор; R– реостат;Rб- балластный реостат;Wш- шунтовая обмотка;Wп- последовательная обмотка возбуждения;Фш,Фп- магнитные потоки.
Схемы подключения электродов при электродуговой сварке:

а– с прямой дугой;б– с косвенной дугой;в– трехфазная:
1 – присадочный пруток; 2 – электрод; 3 – дуга; 4 – заготовки.
Схема процесса РДГ:
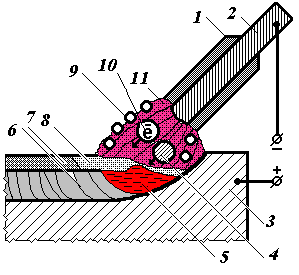
1 - покрытие (обмазка); 2 – стержень; 3 – заготовки; 4 – капли расплавленного металла электрода; 5 – ванна жидкого металла; 6 –шов; 7 – шлаковая корка; 8 – шлаковая ванна; 9 – газовая атмосфера; 10 – электроны; 11 – дуга.