

ткм все документы / 3 ОМД
.doc
Д еформация
скольжением
еформация
скольжением
а – устойчивое равновесие; б – упругая деформация; в - увеличение смещения атомов; г – остаточная (пластическая) деформация; д – микрофотография плоскостей скольжения в деформированном алюминии; 1 – плоскость скольжения; τ - напряжение сдвига.
Деформация двойникованием:
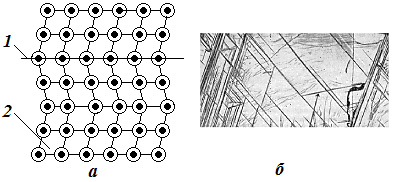
а – схема; б – двойники деформации в кристаллах цинка.
Микрофотографии исходного и деформированного металла (сталь 45):

а – исходная структура (увеличение х 200); б – деформация 5% (увеличение х500), видны полосы сдвига в отдельных зернах; в – деформация 30% (увеличение х 300); г – деформация 80 % (увеличение х 300); д – деформация 80% (увеличение х 200).
Макроструктура зубчатых колес, полученных различными способами:
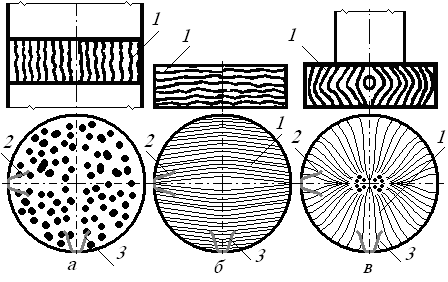
а – из катанного прутка; б – из полосы; в – из прутка, подвергнутого осадке; 1 – волокна; 2, 3 – зубья зубчатого колеса.
С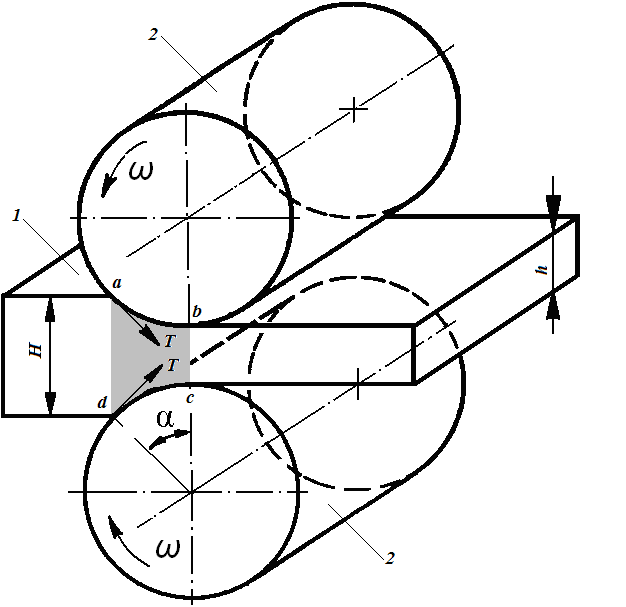 хема
продольной прокатки:
хема
продольной прокатки:
1 – заготовка; 2 – валки;
H, h – начальный и конечный размер заготовки; Т – сила трения; α – угол захвата; a b – дуга захвата; a d – плоскость входа; b c – плоскость выхода; a b c d – очаг (зона) деформации; ω – вращение прокатных валков 2.
Основной сортамент проката:

а – сортовой прокат простой геометрической формы; б – фасонный прокат.
Виды калибров:

а – открытый; б – закрытый.
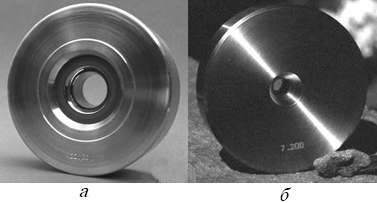
Типы валков для прокатки плоского проката:

а, в, г – выпуклые валки; б – вогнутый валок; д – внешний вид валков.
Схема главной линии прокатного стана:

1 – станина; 2 – прокатные валки; 3 – поперечина; 4 – шпиндели; 5 - шестеренная клеть; 6, 8 – муфта; 7 – редуктор; 9 – двигатель.
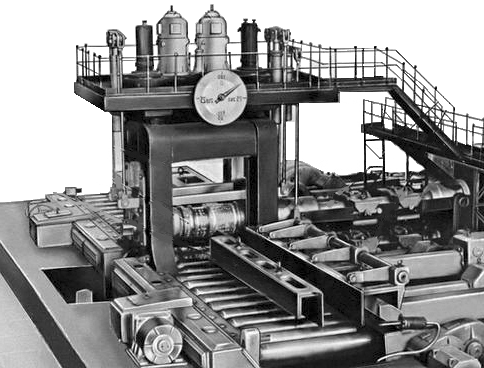
С тан
продольной прокатки ТРИО-450
тан
продольной прокатки ТРИО-450
|
Размеры прокатываемых профилей, Диаметр, мм |
20 - 8 |
|
Размеры прокатываемых профилей, сторона квадрата, мм |
18 - 10 |
|
Скорость прокатки, м/с |
0,75 - 1,0 |
|
Рабочая длина прокатных валков. мм |
450 |
|
Диаметр валков, мм |
170 - 180 |
Макет главной линии прокатного стана.
Прокатка червяков, крупных винтов, оребренных труб
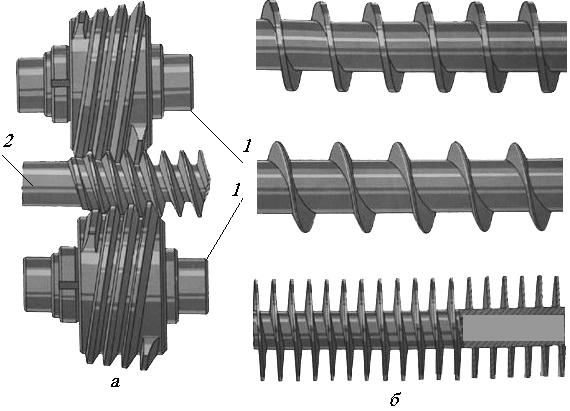
а – схема прокатки; б – продукция; 1 - прокатные валки; 2 – заготовка
Поперечно-винтовая прокатка шаров.

Оси валков - скрещивающиеся прямые:
1 – пруток; 2 – валки; ω – частота вращения валков
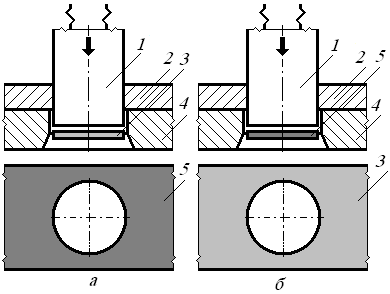
Схема прокатки: а – осей пластинчатых цепей; б - роликов.
Схема прокатки: а – осей пластинчатых цепей; б - роликов.

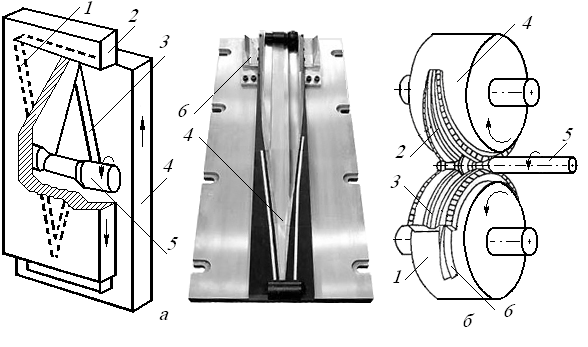
Поперечно-винтовая прокатка заготовки трубы (гильзы):
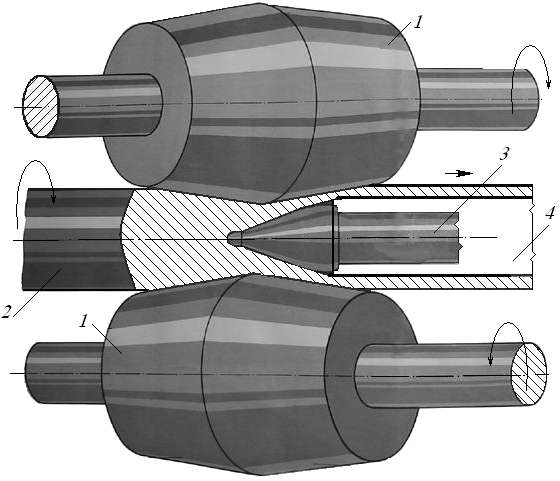
1 - валок; 2 - заготовка; 3 - оправка (прошивень); 4 – гильза.
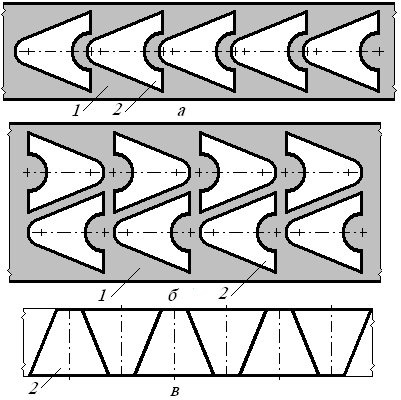
Поперечно - винтовая прокатка с меняющимся положением осей прокатных валков:

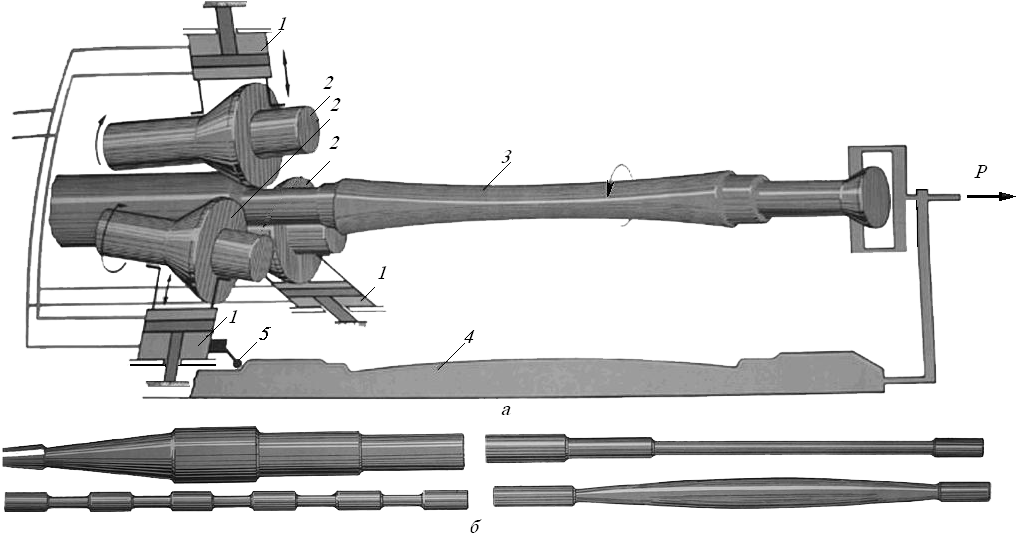
а - схема прокатки периодических профилей на трехвалковом стане; б - варианты периодических профилей ; 1 - гидравлические цилиндры; 2 - рабочие валки; 3 – прокат; 4, 5 - следящая система; 6 - заготовка; Р - осевое натяжение заготовки


Поперечно-клиновая прокатка
а - плоскоклиновым инструментом;
б - на клиновых валках;
1, 3 – клиновые ручьи; 2, 4 – прокатные валки (плиты); 5 – заготовка; 6 – ножи.
Прокатка зубьев шестерен с предварительной обкаткой поверхности под зубья:

а – схема;
б – продукция;
1 – штампованная заготовка; 2 – валок предварительного профилирования поверхности; 3 – зубчатый валок; 4 – оправка.
Схема прокатки шестерни с осевой подачей заготовки:

1 – заготовка; 2 – кольцевой индуктор;
3 – зубчатые валки;
4 - прокатываемая шестерня
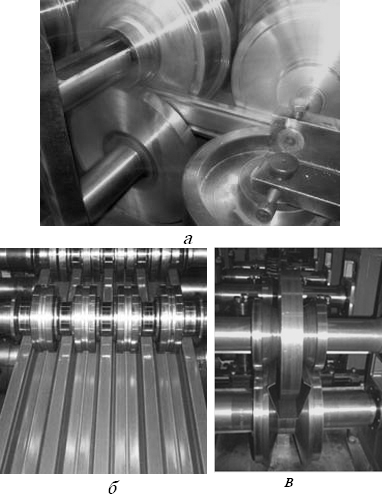
Прокатка гнутых профилей:
а, б – на валках с горизонтальной осью;
в – на валках с вертикальной осью.

Схемы прессования прутка:
а - прямое;
б - обратное;
1 – пресс-штемпель; 2 – пресс-шайба; 3 – матрицедержатель;
4 – матрица; 5 – пресс-изделие;
6 – заготовка; 7 – пробка;
8 – удлиненный матрицедержатель.
Гидравлический пресс для прессования:

1 – гидравлический цилиндр; 2 – пресс-штемпель; 3 – пресс-шайба; 4 – заготовка; 5 – матрица; 6 – пресс-изделие.
Профили, полученные прессованием.

Схемы основных процессов волочения:

а – прутка (проволоки) из круглой заготовки;
б – трубы с без оправки;
в, г, д – трубы с оправкой;
1 – заготовка; 2 – волока; 3 – изделие; 4 – оправка.
Волоки:
а – твердосплавная, б – из синтетического поликристалла; в – алмазные волоки.
Цепной волочильный стан:
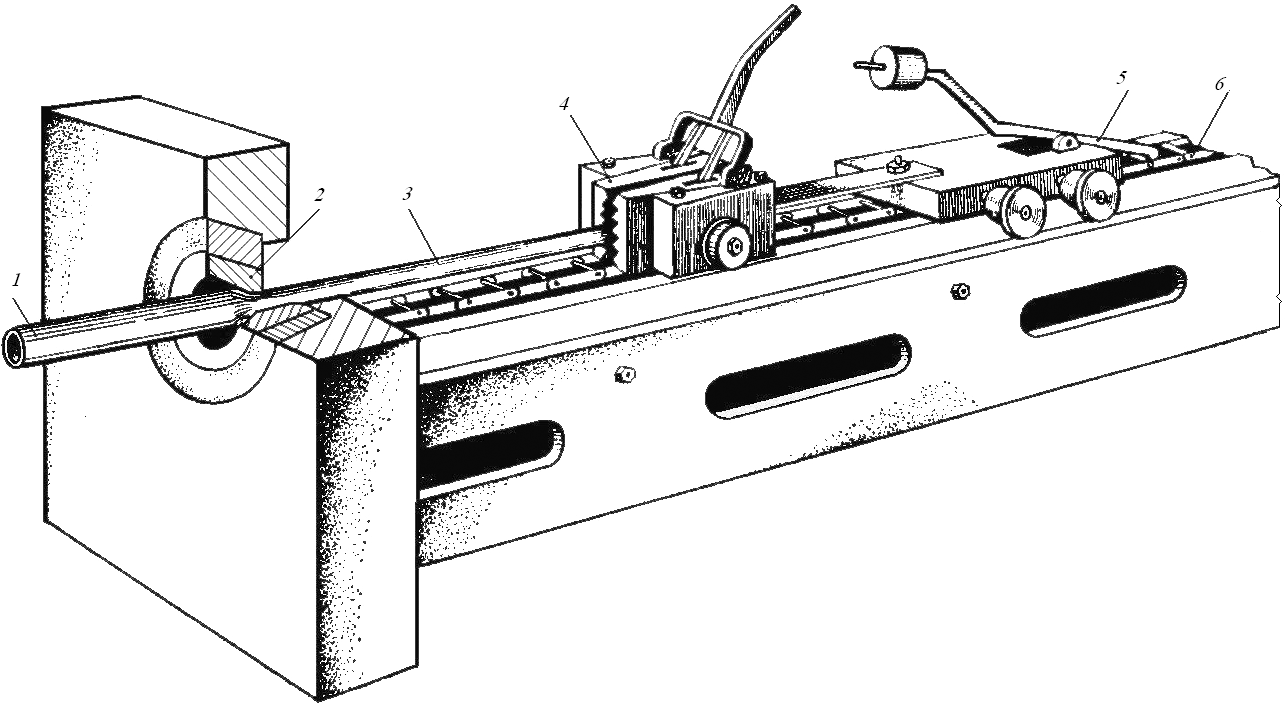
1 – заготовка; 2 – волока; 3 – продукция; 4 – клещи; 5 – волочильная каретка; 6 – цепь.
Барабанный волочильный стан:
1, 3, 5 – волока; 2, 4 – приводной барабан.
ковка
Схемы операций осадки (а) и высадки (б):
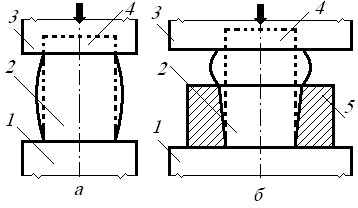
1, 3 – бойки; 2 – поковка; 4 – заготовка; 5 – подкладной штамп
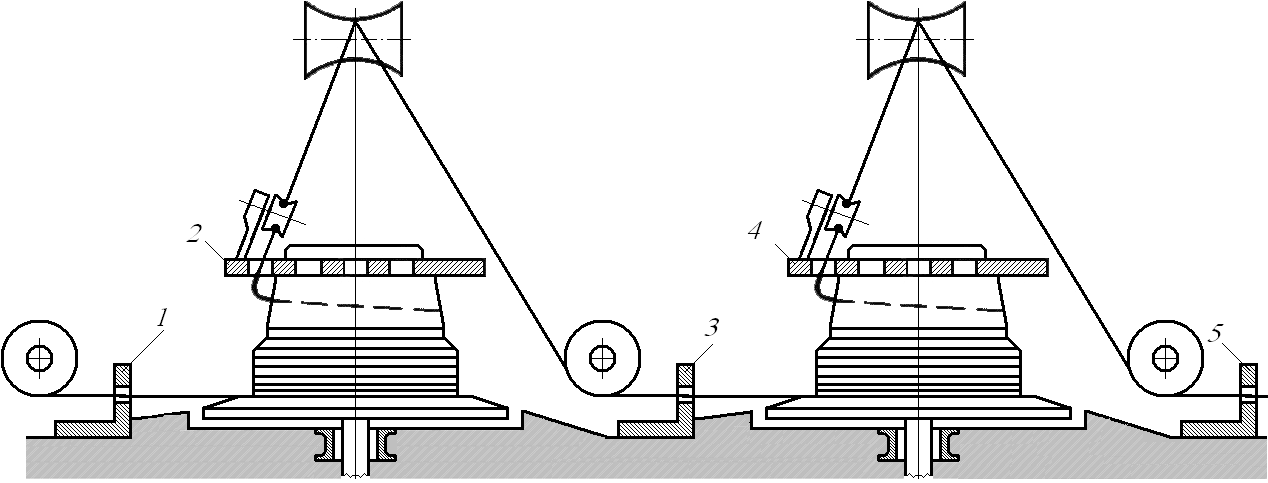
Схемы операций: раскатки на оправке (а), протяжки с оправкой (б):
1 – опора; 2 – поковка; 3 – заготовка; 4 – оправка; 5 – верхний боек; S – подача заготовки.
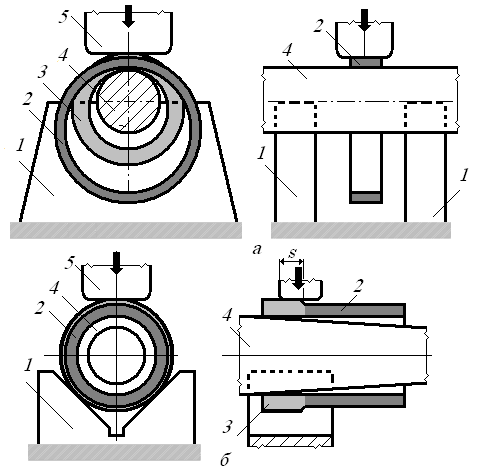
Схемы операций прошивки сплошным (а, б) и полым (в, г) прошивнем:
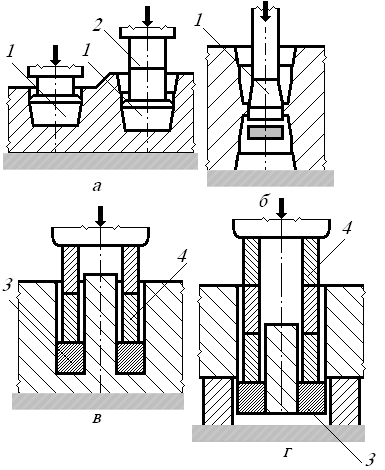
1 – сплошной прошивень; 2 – сплошная надставка; 3 – кольцевой прошивень; 4 – кольцевая надставка.
Схема операций отрубки (а) и скручивания (б):
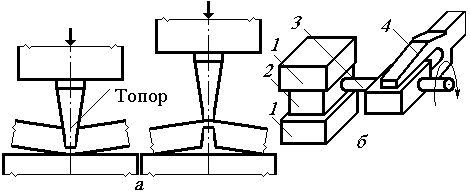
1 – бойки; 2 – зажатая часть заготовки; 3 – скручиваемая часть заготовки, 4 – вилка.
Паровоздушный ковочный молот арочного типа:
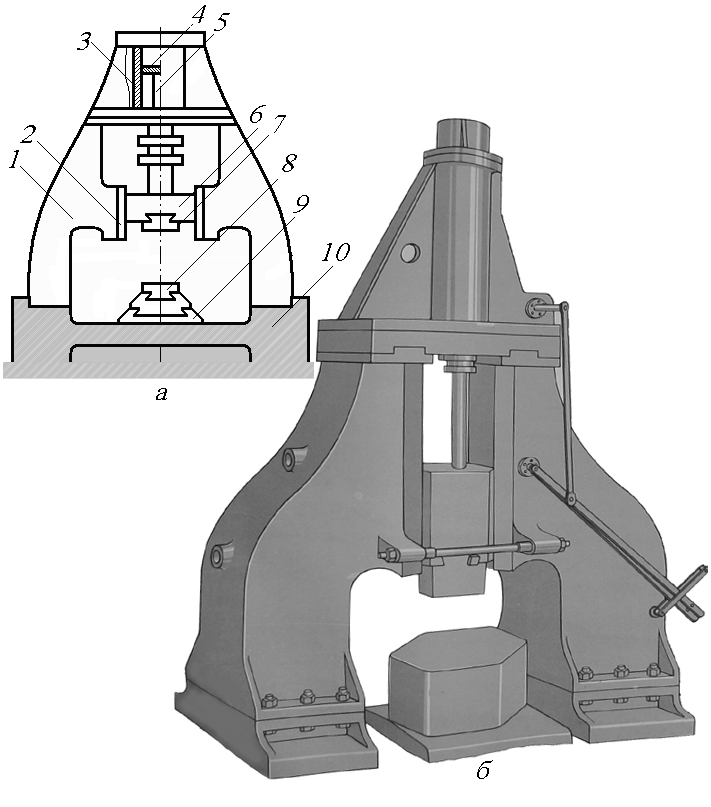
а – схема молота; б – внешний вид;
1 – стойка; 2 – направляющие; 3 – гидроцилиндр; 4 – поршень; 5 – шток; 6, 8 – верхний и нижний бойки; 7 – баба; 9 – шабот; 10 – станина.
Приводной пневматический молот:

а – схема;
б - внешний вид;
1 – рабочий цилиндр; 2 – компрессорный цилиндр; 3 – падающие части; 4 – шабот.
Принципиальная схема (а) и внешний вид (б) гидравлического ковочного пресса:

1 - рабочий цилиндр; 2 - главный плунжер; 3 – подвижная поперечина; 4 – направляющие колонны; 5, 6 – верхний и нижний бойки; 7 – опорная плита; 8 – нижняя неподвижная поперечина; 9 – тяга; 10 – верхняя неподвижная поперечина; 11 – цилиндр обратного хода; 12 – верхняя подвижная поперечина.
Объемная штамповка
Открытая штамповка:

а – начальный; б – промежуточный; в – окончательный этапы штамповки; 1, 2 – штамп; 3 – заготовка; 4 – промежуточная поковка; 5 – окончательная поковка; 6 – облойная канавка; 7 – магазин; 8 – облой.
Варианты поковок, полученных открытой горячей объемной штамповкой.

Закрытая штамповка:

1 - поковка; 2 – выталкиватели.
Штампы для закрытой штамповки:
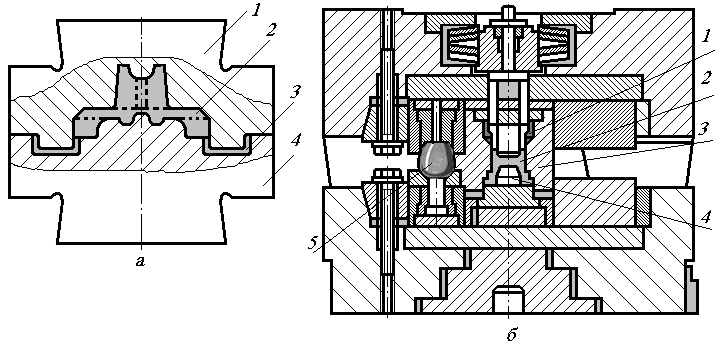
а – молотовой; 1, 4 – штамп; 2 – поковка; 3 – компенсатор; б для штамповки на прессе: 1 – компенсатор; 2 – поковка; 3, 4 – штамп окончательной штамповки; 5 – позиция предварительной осадки.
Выбор плоскости разъема штампа:

а – неправильно;
б – правильно;
α – уклон для наружных поверхностей; β – уклон для внутренних поверхностей; R – внутренний радиус поковки; r – внешний радиус поковки.
Кривошипный горячештамповочный пресс (КГШП):
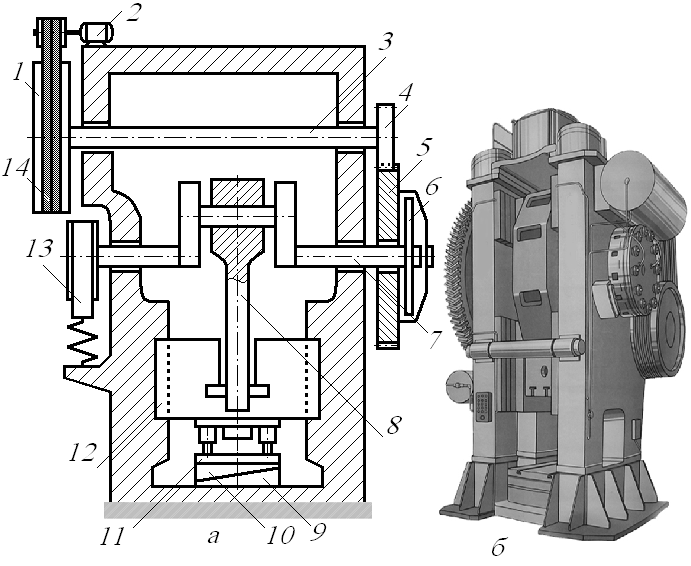
а – схема; б - внешний вид; 1 – маховик; 2 – электродвигатель; 3 – промежуточный вал; 4 – малое зубчатое колесо; 5 - большое зубчатое колесо; 6 – фрикционная муфта; 7 - кривошипный вал; 8 – шатун; 9, 10 – клиновой стол; 11 - штамповый пакет; 12 – ползун; 13 – тормоз.
Новокраматорский машиностроительный завод

ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
|
Наименование параметра |
Значения параметров модели |
||||||
|
КГШП-1600 |
КГШП-2500 |
КГШП-4000 |
КГШП-6300 |
КГШП-7000 |
КГШП-8000 |
КГШП-12500 |
|
|
Усилие в конце хода ползуна, тс |
1600 |
2500 |
4000 |
6300 |
7000 |
8000 |
12500 |
|
Ход ползуна, мм |
300 |
350 |
400 |
460 |
460 |
480 |
520 |
|
Число непрерывных ходов ползуна, ход/мин |
85 |
70 |
50 |
40 |
40 |
40 |
32 |
|
Мощность главного привода, кВт |
90 |
100 |
200 |
400 |
450 |
500 |
400 |
|
Масса, т |
120 |
191,5 |
400 |
595 |
630 |
660 |
1380 |
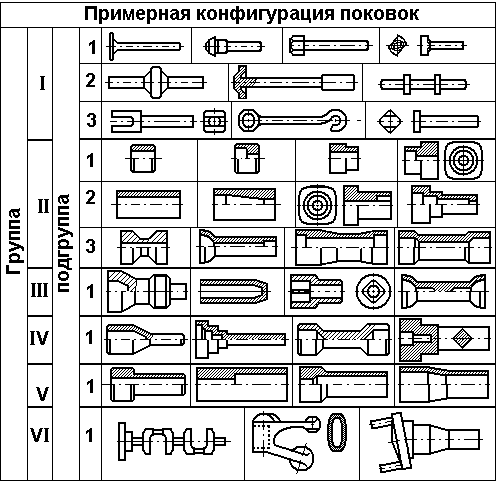
Классификация поковок, штампуемых на КГШП.

Последовательность штамповки на ГКМ:

а – подача заготовки в штамп до упора; б – закрытие полости штампа;
в - высадка заготовки;
г – удаление поковки из штампа;
1 – упор; 2, 3 – штамп, 4 – пуансон,
5 – заготовка, 6 – поковка.
Типовые поковки, получаемые на ГКМ.
Операции холодной объемной штамповки:
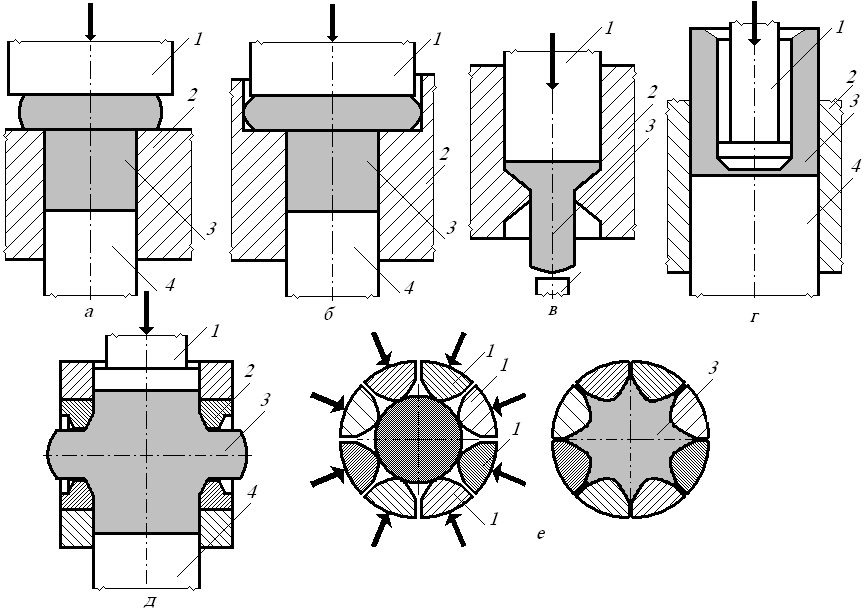
а – открытая высадка;
б – закрытая высадка;
в – прямое выдавливание;
г – обратное выдавливание;
д – комбинированное выдавливание;
е - поперечное выдавливание; ж – радиальное выдавливание; 1 - пуансон; 2 – матрица; 3 – поковка; 4 – выталкиватель.
Примеры операций ХОШ:

Листовая штамповка
Отрезка на ножницах:

а – гильотинных; б, в – дисковых; 1 – плоский нож; 2 – разрезаемый лист; 3 – дисковый нож.
Схема процессов вырубки (а) и пробивки (б):
1 – пуансон; 2 – прижим; 3 – изделие; 4 – матрица; 5 – отход
Раскрой плоского проката:
а, б – раскрой с технологическими отходами; в – малоотходный раскрой; 1 – отход; 2 – изделие.
Гибка: