

Введение
Технологический процесс изготовления литейных форм называется формовкой. Различают ручную и машинную формовку.
Машинную
формовку производят в парных опоках с
применением модельных металлических
или координатных плит, или модельных
рамок, которые устанавливаются на столе
формовочной машины.
По способу уплотнения формовочной смеси в форме машины делятся на прессовые, встряхивающие (с подпрессовкой, или без нее), пескодувные, пескометы. По способу удаления модели из формы делятся на машины с штифтовым подъемом опок, с протяжной модельной плитой, с поворотной плитой и с перекидным столом. По характеру применяемой энергии для приведения машин в действие они делятся на пневматические, гидравлические, механические.
Чаще форму изготовляют на двух формовочных машинах. На одной формовочной машине формуют нижнюю половину формы, а на второй — верхнюю половину формы, в нижнюю половину формы устанавливают стержни, а затем накрывают верхней полуформой, после чего форма готова для заливки металлом.
Наибольшее распространение при машинной формовке имеют встряхивающие машины с подпрессовкой верхней поверхности формы.
Целью курсового проекта является расчет формовочной встряхивающей машины с допрессовкой.
Указанная цель достигается посредством расчета с применением формул, связывающих геометрические параметры важнейших частей механизмов с физическими величинами, характеризующими процессы, протекающие при работе формовочной машины.
ХТИ – Филиал СФУ Кафедра МиТЛП гр. 49 - 1
Описание и технологическая характеристика формовочной встряхивающей машины с допрессовкой без поворота полуформ.
Машины формовочные встряхивающие с допрессовкой без поворота полуформ предназначены для формовки верхних и нижних полуформ в условиях серийного производства. Кантовка нижних полуформ производится вне машины перед сборкой. Машины производят следующие основные операции: встряхивание, подвод прессовой траверсы в рабочее положение, прессование, подъем штифтов (протяжной рамки), вытяжку, возврат траверсы в исходное положение, возврат штифтов (протяжной рамки).
Таблица 1 - Технические характеристики формовочной встряхивающей машины с допрессовкой без поворота полуформ 265МЗ
|
Размеры опок в свету, мм длина ширина |
800 |
|
700 | |
|
Высота опоки, мм, не более |
300* |
|
Грузоподъемность**, т |
0,7 |
|
Усилие прессования**, кН |
185 |
|
Производительность наибольшая цикловая, полуформ/ч |
60 |
|
Ход вытяжки, мм |
310 |
|
Размеры протяжной рамки в свету, мм длина ширина |
1000 |
|
750 |
ХТИ – Филиал СФУ Кафедра МиТЛП гр. 49 - 1
Продолжение табл. 1
|
Высота встряхивания, мм |
40-85 |
|
Частота встряхивания, 1/мин |
130 |
|
Масса падающих частей, кг |
1070 |
|
Ход прессования поршня, мм |
345 |
|
Диаметры основных цилиндров, мм: |
|
|
прессового встряхивающего вытяжного поворотного |
630 |
|
250 | |
|
80 | |
|
100 | |
|
Количество масла, заливаемого в резервуары вытяжных цилиндров, дм3 |
50 |
|
Габаритные
размеры, мм: |
|
|
длина ширина высота |
205 |
|
1486 | |
|
2490 | |
|
Ширина при отведенной траверсе, мм |
2026 |
|
Масса, кг |
4500 |

* Конструкция машины предусматривает возможность формовки опок высотой до 350 мм. ** Обеспечиваются при давлении сжатого воздуха 0,6 МПа.
В центре литой станины расположен цилиндр с прессовым поршнем, который одновременно является цилиндром для встряхивающего поршня. Прессовый поршень связан с двумя ограничителями хода.
Кольцевые соударяющиеся поверхности встряхивающего и прессового поршней защищены сменными кольцами. К встряхивающему столу прикреплены два вибратора. Станина выполнена с двумя большими приливами, один из которых удерживает колонну с траверсой, другой - стойку-упор.
Траверса
поворачивается вокруг оси колонны
пневмоцилиндром. На свободном конце
траверсы расположена тяга, соединенная
на момент прессования со стойкой-упором
станины, образуя замкнутую раму. В центре
траверсы размещена прессовая плита со
сталкивателем опок. При повороте траверсы
благодаря параллелограммной связи
прессовая плита перемещается параллельно
исходному положению, двигая сталкивателем
заформованную опоку по роликам протяжной
рамки за пределы машины. На верхней
части станины размещены четыре цилиндра
подъема протяжной рамки, несущей два
опорных бруса и две роликовые планки.
Опорные брусья приподнимаются
пневмоцилиндрами над роликовыми
конвейерами и удерживают опоку при
протяжке, разгружая ролики. В машине
регулируются продолжительность
встряхивания и прессования.
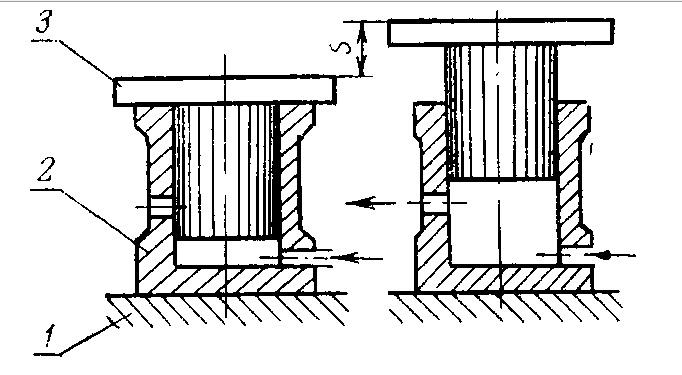
а
б
а) в начале движения, б) при подъеме стола на высоту S. 1 – фундамент; 2 – встряхивающий цилиндр; - встряхивающий поршень.
Рисунок 1 – Схема встряхивающего механизма без амортизации удара.
Машина 265М3 работает без амортизации ударов (рис 1), большая часть энергии при падении стола передается на фундамент машины, что вызывает необходимость в массивности последних.