

56. Классификация методов обработки резанием
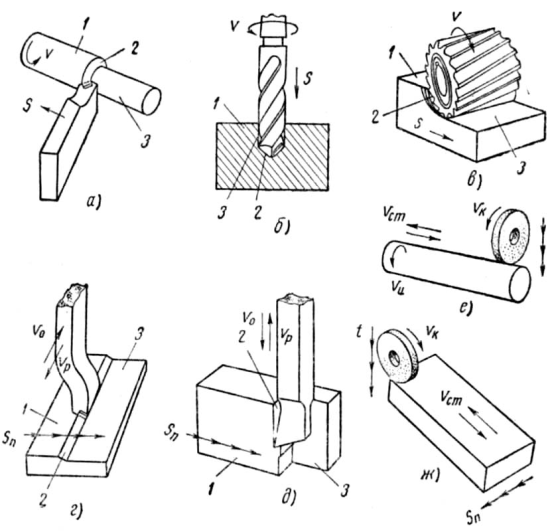
Рис. 1. Основные виды обработки металлов резанием : а-точение, б—сверление, в-фрезерование, г-строгание, д-долбление, е-круглое шлифование, ж- плоское шлифование, 1- обрабатываемая поверхность, 2-поверхность резания, 3-обработанная поверхность.
Обрабо́тка ре́занием — обработка, заключающаяся в образовании новых поверхностей отделением поверхностных слоёв материала с образованием стружки . Осуществляется путём снятия стружки режущим инструментом (резцом, фрезой и пр.).
Точение, или обточка, выполняется резцом на токарном станке (рис. 1, а). В процессе обработки заготовке сообщается вращательное движение, а резцу — медленное поступательное перемещение в продольном или поперечном направлении. Оба движения являются движениями формообразования.
Сверление производится на сверлильных станках; главное движение (вращательное) и движение подачи в осевом направлении получает сверло (рис. 1, б).
Фрезерование выполняют на горизонтально-фрезерных станках. Здесь главное (вращательное) движение получает фреза (рис. 1, в), а движение подачи в продольном направлении совершает заготовка, закрепленная на столе станка.
Строгание производится на поперечно-строгальных станках резцом (рис. 1, г); главное движение (прямолинейное возвратно-поступательное) совершает изогнутый строгальный резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка.
Долбление производят на долбежных станках; главное движение (прямолинейное возвратно-поступательное) совершает долбежный резец (рис. 1, д), а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка, закрепленная на столе долбежного станка.
Шлифование цилиндрических поверхностей выполняется на круглошлифовальных станках. Здесь режущий инструмент (шлифовальный круг) получает вращательное движение, заготовка — круговую и продольную подачу (возвратно-поступательное движение, рис. 1, е), а шлифовальный круг — поперечную прерывистую подачу (установка на глубину резания t).
57. Класификация металлорежущих станков
Металлоре́жущий стано́к — машина, предназначенная для размерной обработки металлических заготовок в соответствии с чертежом (эскизом) путем снятия материала механическим способом с помощью режущего инструмента.
В зависимости от вида обработки металлорежущие станки делятся на девять групп: 1) токарные; 2) сверлильные и расточные; 3) шлифовальные, полировальные, доводочные и заточные; 4) специальные; 5) зубо- и резьбообрабатывающие; 6) фрезерные; 7) разрезные; 8) строгальные, долбежные, протяжные; 9) разные.
В свою очередь, станки каждой группы подразделяются на девять типов. Например, станки второй группы (сверлильные и расточные) делятся на следующие типы: 1) вертикально-сверлильные, 2) одношпиндельные полуавтоматы, 3) многошпиндельные полуавтоматы, 4) координатно-расточные, 5) радиально-сверлильные, 6) горизонтально-расточные, 7) алмазно-расточные, 8) горизонтально-сверлильные, 9) разные сверлильные.
По классу точности металлорежущие станки классифицируются на пять классов:
(Н) Нормальной точности
(П) Повышенной точности
(В) Высокой точности
(А) Особо высокой точности
(С) Особо точные станки (мастер-станки)
Классификация металлорежущих станков по массе:
лёгкие (< 1 т)
средние (1-10 т)
тяжёлые (>10 т)
уникальные (>100 т)
Классификация металлорежущих станков по степени автоматизации:
ручные
полуавтоматы
автоматы
станки с ЧПУ
гибкие производственные системы
Классификация металлорежущих станков по степени специализации:
универсальные. Для изготовления широкой номенклатуры деталей малыми партиями. Используются в единичном и серийном производстве. Также используют при ремонтных работах.
специализированные. Для изготовления больших партий деталей одного типа. Используются в среднем и крупносерийном производстве
специальные. Для изготовления одной детали или детали одного типоразмера. Используются в крупносерийном и массовом производстве.
58 Токарный станок. Схема, инструмент, виды выполняемых работ.
Технологический метод формообразования поверхностей заготовок точением характеризуется двумя движениями: вращательным движением заготовки(скорость резца) и поступательным движением режущего инструмента — резца (движение подачи). Вращение заготовки называется главным движением, так как оно выполняется с большей скоростью. На обрабатываемой заготовке выделяются следующие поверхности; обрабатываемая, обработанная и поверхность резания. При срезании припуска образуется элемент, называемый стружкой. Движение подачи осуществляется параллельно оси вращения заготовки (продольная подача), перпендикулярно к оси вращения заготовки (поперечная подача), под углом к оси вращения заготовки (наклонная подача). На токарных станках выполняют черновую, получистовую и чистовую обработку поверхностей заготовок.
На токарных станках обрабатываются детали типа тел вращения: валы, зубчатые колеса, шкивы, втулки, кольца, муфты, гайки и т.д.
Основными видами работ, выполняемых на токарных станках, являются: обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов; вытачивание канавок; отрезание частей заготовки; обработка отверстий сверлением, растачиванием, зенкерованием, развертыванием; нарезание резьбы; накатывание
Обработка на станках токарной группы ведется резцами различных типов по характеру выполняемых работ резцы бывают черновые и чистовые. По форме и расположению лезвия относительно стержня резцы: прямые, отогнутые, оттянутые. По направлению движения подачи: правые и левые. По назначению: проходные(для обработки наружных поверхностей), подрезные(для подрезания торцов заготовок), расточные(для растачивания отверстий), отрезные(для разрезания заготовок на части, отрезания готовой заготовки и для протачивания канавок), резьбовые(для нарезания наружной и внутренней резьбы), фасонные(для обработки коротких фасонных поверхностей ).
Виды токарных станков: токарно-винторезные станки, токарно-карусельные станки, токарно-револьверные станки, многорезцовые токарные полуавтоматические и т.д.
Схемы операций точения:
а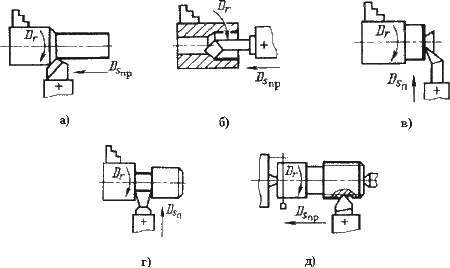 — обтачивание — обработка наружных
поверхностей; б — растачивание —
обработка внутренних поверхностей; в
— подрезание — обработка торцевых
поверхностей; г — резка — разрезание
заготовки на части; д — резьбонарезание
– нарезание резьбы
— обтачивание — обработка наружных
поверхностей; б — растачивание —
обработка внутренних поверхностей; в
— подрезание — обработка торцевых
поверхностей; г — резка — разрезание
заготовки на части; д — резьбонарезание
– нарезание резьбы
Для изготовления токарных резцов используются вольфрамовые твердые сплавы марок ВК2, ВКЗМ, ВК4, В KG, ВК6М, ВК8, ВК8В. Буква В в каждой из этих марок означает Карбид вольфрама, буква К — кобальт; цифра, стоящая в марке после буквы К — указывает количество (в процентах) содержащегося в данном сплаве кобальта. Остальное — карбид вольфрама. Таким образом, например, в сплаве марки ВК2 содержится 2% кобальта и 98% карбида вольфрама.
59. Фрезерный станок. Схема, инструмент, виды выполняемых работ.
В зависимости от расположения шпинделя станка и удобства закрепления обрабатываемой заготовки — вертикальное фрезерование, горизонтальное фрезерование. На производстве в большей степени используют универсально-фрезерные станки позволяющие осуществлять как горизонтальное так и вертикальное фрезерование, а также фрезерование под разными углами различным инструментом. Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы
В зависимости от типа инструмента (фрезы) — концевое фрезерование(пазы, канавки, подсечки), торцовое фрезерование(фрезерование больших поверхностей), периферийное фрезерование, фасонное фрезерование(фрезерование профилей) и т. д.
В зависимости от направления вращения фрезы относительно направления ее движения (либо движения заготовки) — попутное фрезерование «под зуб» когда фреза «подминает» заготовку, получается очень чистая поверхность, но также велика опасность вырыва заготовки при большом съеме материала; и встречное фрезерование «на зуб», когда движение режущей кромки происходит навстречу заготовке. Поверхность получается похуже, за то увеличивается производительность. На практике используют оба вида фрезерования, «на зуб» при предварительной (черновой) и «под зуб» окончательной (чистовой) обработке.
Схемы фрезерования различных поверхностей
Г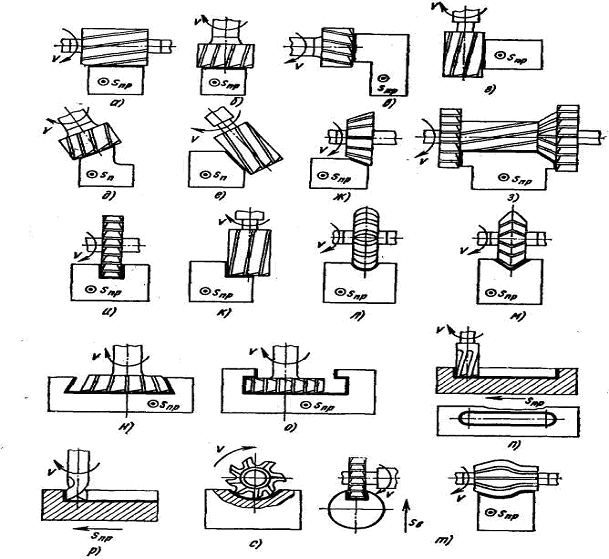 оризонтальные
плоскости фрезеруют на горизонтально-фрезерных
станках цилиндрическими фрезами (рис.а)
и на вертикально-фрезерных станках -
торцовыми фрезами (рис б)
Вертикальные
плоскости фрезеруют на горизонтально-фрезерных
станках торцовыми фрезами (рис. в) и
торцовыми фрезерными головками, а на
вертикально-фрезерных станках - концевыми
фрезами (рис.г).
Наклонные
плоскости и скосы фрезеруют торцовыми
(рис. д) и концевыми (рис. е) фрезами на
вертикально-фрезерных станках, у которых
фрезерная головка со шпинделей
поворачивается в вертикальной плоскости.
Скосы фрезеруют на горизонтально-фрезерном
станке одноугловой фрезой (рис. ж).
Комбинированные
поверхности фрезеруют набором фрез
(рис. з) на горизонтально-фрезерных
станках.
Уступы
и прямоугольные пазы фрезеруют дисковыми
(рис. и) и концевыми (рис. в) фрезами на
горизонтально- и вертикально-фрезерных
станках.
Фасонные
пазы фрезеруют фасонной дисковой фрезой
(рис. л), угловые пазы - одноугловой и
двухугловой (рис., м) фрезами на
горизонтально-фрезерных станках.
Закрытые
шпоночные пазы фрезеруют конце выми
фрезами (рис, п), а открытые - концевыми
или шпоночными (рис. р) фрезами на
вертикально-фрезерных станках.
Пазы
под сегментные шпонки фрезеруют на
горизонтально-фрезерных станках
дисковыми фрезами (рис, с).
оризонтальные
плоскости фрезеруют на горизонтально-фрезерных
станках цилиндрическими фрезами (рис.а)
и на вертикально-фрезерных станках -
торцовыми фрезами (рис б)
Вертикальные
плоскости фрезеруют на горизонтально-фрезерных
станках торцовыми фрезами (рис. в) и
торцовыми фрезерными головками, а на
вертикально-фрезерных станках - концевыми
фрезами (рис.г).
Наклонные
плоскости и скосы фрезеруют торцовыми
(рис. д) и концевыми (рис. е) фрезами на
вертикально-фрезерных станках, у которых
фрезерная головка со шпинделей
поворачивается в вертикальной плоскости.
Скосы фрезеруют на горизонтально-фрезерном
станке одноугловой фрезой (рис. ж).
Комбинированные
поверхности фрезеруют набором фрез
(рис. з) на горизонтально-фрезерных
станках.
Уступы
и прямоугольные пазы фрезеруют дисковыми
(рис. и) и концевыми (рис. в) фрезами на
горизонтально- и вертикально-фрезерных
станках.
Фасонные
пазы фрезеруют фасонной дисковой фрезой
(рис. л), угловые пазы - одноугловой и
двухугловой (рис., м) фрезами на
горизонтально-фрезерных станках.
Закрытые
шпоночные пазы фрезеруют конце выми
фрезами (рис, п), а открытые - концевыми
или шпоночными (рис. р) фрезами на
вертикально-фрезерных станках.
Пазы
под сегментные шпонки фрезеруют на
горизонтально-фрезерных станках
дисковыми фрезами (рис, с).
Для изготовления режущего инструмента применяют инструментальные углерод-истые стали следующих марок: У7, У8, У9, У10, У11, У12, У13 (буква У указывает на то, что сталь углеродистая, а цифры показывают среднее содержание углерода в десятых долях процента). Инструментальные стали повышенного качества, имеющие минимальное количество вредных примесей, отмечают буквой А: У10А, У8А и т. д. Углеродистая инструментальная сталь обладает низкими режущими свойствами. Режущие инструменты, изготовленные из такой стали, позволяют вести обработку при температуре в зоне резания до 200—250 °С и при скоростях резания в пределах 10— 15 м/мин.
60
Сверлильный станок. Схема, инструмент, виды выполняемых работ.
Сверлильные станки – это многочисленная группа металлорежущих станков, предназначенных для получения сквозных и глухих отверстий в сплошном материале, для чистовой обработки (зенкерования, развёртывания) отверстий, образованных в заготовке каким-либо другим способом, для нарезания внутренних резьб, для зенкования торцовых поверхностей.
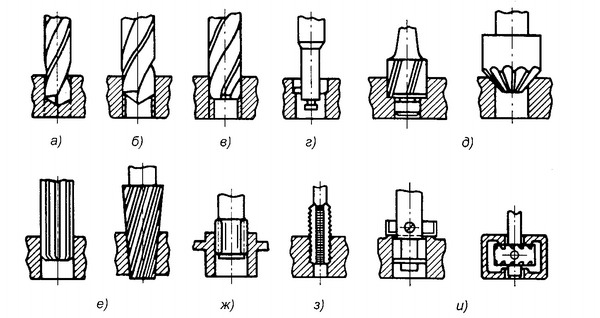
Схемы обработки на сверлильных станках: а — сверление отверстий; б — рассверливание; в — зенкерование(называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьём, ковкой штамповкой, сверлением, с целью увеличения их диаметра, качества поверхности, повышения точности (уменьшение конусности, овальности).; г — растачивание; д — зенкование(называется процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклёпок.); е — развертывание(процесс чистовой обработки отверстий, обеспечивающий высокое качество отверстия.); ж — выглаживание; з — нарезание внутренней резьбы; и —цекование.
Свёрла бывают оснащённые пластинками из твёрдых сплавов, с винтовыми, прямыми и косыми канавками, а также с отверстиями для подвода охлаждающей жидкости, твёрдосплавных монолитов, комбинированных, центровочных и перовых свёрл. Эти свёрла изготовляют из инструментальных углеродистых сталей У10, У12, У10А и У12А, а чаще – из быстрорежущей стали Р6М5.