

material / материаловеденье-1 / 60
.doc
60. Способы закалки
Закаливаемость – способность стали твёрдость в процессе З. Закаливаемость зависит от содержания С в стали. Чем С, тем после З его будет в мартенсите и тем будет твёрдость. Это объясняется тем, что с повышением содержания углерода увеличивается число атомов углерода, удерживаемых в атомной решетке железа при закалке, т. е. увеличивается степень пересыщения твердого раствора углерода в железе.
Закалка Суть этого процесса заключается, в нагреве стали до больших температур и после чего сталь быстро охлаждают. Цель закалки - это придание стали повышенной прочности, твердости, но при этом снижается вязкость и пластичность. Закаливаемость характеризуется определённой твёрдостью, которая сталь приобретает после закалки, а также зависит от содержания углерода в данной стали. Стали с очень низким содержанием углерода (до 0,3) закалке не поддаются и она для них не применяется.
Способы закалки сталей. З в 1 охлаждающей среде - самый простой способ – (гл, чтобы охлаждения> критич). Для этого сталь нагревают до состояния однородного А и охлаждают в 1 среде (масло, Н2О). При З в 1 среде оч часто возникают чрезмерные закалочные напряжения надо найти способ З для этого напряжения. «+»: простота; «-» большие внутренние напряжения в детали. 2) З в 2 средах: Сначала погружают в Н2О, а потом в масло. «+»: снижаются внутренние напряжения; «-»: трудность регулирования выдержки деталей в перовой охлаждающей Ж, нестабильный результат. 3) Ступенчатая З (Чернов): после нагрева до состояния А деталь быстро переносится в t, чуть >МН, выдерживается при этой t, а потом охлаждается в масле. З в 2 средах и ступенчатая З, если речь идёт об обычных углеродистых сталях, может применяться тлк для деталей небольшого сечения, т.к. при охлаждении в Н2О детали диаметром 8…12 мм, мы можем перескочить t распада на феррит и цементит. t нагрева сталей по З подбирают по ДС. Доэвтект стали: (30…50)С+АС3; заэвтект и эвтект стали: (50…70)С+АС1. «-»: ограничение размера деталей. 4) Изотермическая З. Сталь выдерживается в ваннах до окончания изотермического превращения аустенита. t соляной ванны обычно составляет (250-350)С. В рез-те изотермической З получается структура бейнита с твёрдостью 45-55 HRC при сохранении повышенной пластичности и вязкости. Длительность выдержки определяется с помощью диаграмм изотермического превращения аустенита. 5) Закалка с самоотпуском применяется в случае термообработки инструмента типа зубил, молотков, в кот должны сочетаться твёрдость и вязкость. Изделия выдерживают в закалочной ванне не до полного охлаждения. За счёт тепла внутренних участков происходит нагрев поверхностных слоёв до нужной t, т.е. самоотпуск. 6) Обработка холодом. В структуре стали, закалено при комнатной t присутствует некоторое кол-во остаточного аустенита, кот твёрдость и износостойкость деталей и может приводить к изменению их размеров при эксплуатации в условиях низких t из-за самопроизвольного образования мартенсита из аустенита. Для остаточного аустенита в структуре применяют обработку холодом, кот состоит в охлаждении стали ниже 0С до МК (обычно не ниже -75С), поучаемых в смесях сухого льда со спиртом. Обработка холодом должна производиться сразу же после закалки во избежание стабилизации аустенита.
Начинается применение охлаждения под давлением в среде азота, аргона, водорода.
Наиболее широкое применение получила закалка в одном охладителе (рис.1). Такую закалку называют непрерывной. Во многих случаях, особенно для изделий сложной формы и при необходимости уменьшения деформации, применяют и другие способы закалки.
Прерывистая закалка (в двух средах). Изделие, закаливаемое по этому способу, сначала быстро охлаждают в воде до температуры несколько выше точки Мн, а затем быстро переносят в менее интенсивный охладитель (например, в масло пли на воздух), в котором оно охлаждается до 20 °С В результате переноса во вторую закалочную среду уменьшаются внутренние напряжения, которые возникли бы при быстром охлаждении в одной среде (воде), в том числе и в области температур мартенситного превращения.
Закалка с самоотпуском. В этом случае охлаждение изделия в закалочной среде прерывают, с тем чтобы в сердцевине изделия сохранилось еще некоторое количество теплоты. Под действием теплообмена температура в более сильно охлаждающихся поверхностных слоях повышается и сравнивается с температурой сердцевины. Тем самым происходит отпуск поверхности стали (самоотпуск).
Закалку с самоотпуском применяют, например, для таких инструментов, как зубила, кувалды, слесарные молотки, керны, которые работают с ударными нагрузками и должны сочетать высокую твердость на поверхности с повышенной вязкостью в сердцевине.
Ступенчатая закалка. При выполнении закалки по этому способу (рис.2а) сталь после нагрева до температуры закалки охлаждают в среде, имеющей температуру несколько выше точки Мн (обычно 180–250 °С), и выдерживают в ней сравнительно короткое время. Затем изделие охлаждают до комнатной температуры на воздухе. В результате выдержки в закалочной среде достигается выравнивание температуры по сечению изделия, но это не должно вызывать превращения аустенита с образованием бейнита.
|
|
|
Рис.2. Схема ступенчатой закалки стали, содержащей 0,8 % С (а) и изотермической закалки легированной стали (б) |
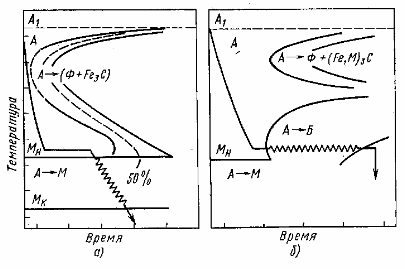
Мартенситное превращение протекает при охлаждении на воздухе, но менее полно, чем при непрерывной закалке, вследствие чего сталь сохраняет больше остаточного аустенита. При ступенчатой закалке уменьшаются объемные изменения вследствие присутствия большего количества остаточного аустенита и возможности самоотпуска мартенсита; коробление в результате протекания мартенситного превращения почти одновременно во всех участках изделия и опасность появления трещин.
Во время фазовых превращений, в том числе и мартенситного, снижается прочность стали и повышается пластичность. Это своеобразное разупрочнение, наблюдающееся только в момент превращения (в данном случае мартенситного), используется при ступенчатой закалке для правки изделий, склонных к короблению. Правку (чаще под прессом) выполняют в период охлаждения изделий на воздухе после извлечения их из закалочной среды.
Ступенчатая закалка углеродистых сталей может быть применена лишь для изделий диаметром не более 8–10 мм. Скорость охлаждения более крупных изделий в среде с температурой выше точки Мн оказывается ниже критической скорости закалки, и аустенит претерпевает распад при высоких температурах.
Изотермическая закалка. Закалку по этому способу (рис.2б) выполняют в основном так же, как и ступенчатую, но в данном случае предусматривается более длительная выдержка выше точки Мн. При такой выдержке происходит распад аустенита с образованием нижнего бейнита. Для углеродистых сталей изотермическая закалка не дает существенного повышения механических свойств по сравнению с получаемыми обычной закалкой и отпуском.
У большинства легированных сталей распад аустенита в промежуточной области не идет до конца. Если аустенит, не распавшийся при изотермической выдержке, не претерпевает мартенситного превращения при дальнейшем охлаждении, то сталь получает структуру бейнит +10–20 % остаточного аустенита, обогащенного углеродом. При такой структуре достигается высокая прочность при достаточной вязкости. Для многих сталей изотермическая закалка, обеспечивает значительное повышение конструктивной прочности, т. е. прочности образцов сложной формы.
Если же большая часть аустенита, не распавшегося после окончания промежуточного превращения, при последующем охлаждении претерпевает мартенситное превращение, то изотермической закалкой нельзя получить высокие механические свойства. В этом случае резко снижается пластичность.
Конструкционные легированные стали (0,3–0,5 % С) приобретают оптимальные механические свойства в результате изотермической закалки с выдержкой в нижней части промежуточной зоны изотермического распада аустенита (несколько выше точки Мн). Продолжительность выдержки в закалочной среде зависит от устойчивости аустенита при температурах выше точки Мн, определяемых диаграммой изотермического распада аустенита для данной стали.
В качестве охлаждающей среды, при ступенчатой и изотермической закалке чаше применяют расплавленные соли в интервале температур 150–500 °С, например 55 % KNO3 и 45 % NaNО2 (или NaNO3), а также расплавленные щелочи (20 % NaOH и 80 % КОН). Чем ниже температура соли (щелочи), тем выше скорость охлаждения в ней. Поскольку расплавленные соли охлаждаются только вследствие теплоотдачи, то охлаждающая способность их возрастает при перемешивании: Добавление воды (3–5 %) в расплавы едких щелочей (с помощью специального приспособления) при погружении в них нагретого для закалки изделия вызывает кипение и увеличение скорости охлаждения в области температур перлитного превращения. Скорость охлаждения возрастает при 400–450 °С в 4–5 раз, а при 300 °С – в 2 раза.
Охлаждение в расплавах едких щелочей, если предварительно детали нагревались в жидких солях (т. е. солях, не вызывающих окисления), позволяет получить чистую поверхность светло-серого цвета. Закалку но этому способу называют светлой.