

Зміст:
|
Вступ ........................................................................................................... |
4 |
|
1. Розрахунок призматичного фасонного різця........................................ |
5 |
|
2. Розрахунок круглої протяжки................................................................ |
12 |
|
3 Розрахунок модульної дискової фрези................................................. |
19 |
|
4. Розрахунок зенкера спірального………................................................ |
22 |
|
5. Розрахунок ручного мітчика.................................................................. |
24 |
|
Висновок ..................................................................................................... |
26 |
|
Список використаних джерел.................................................................... |
27 |
ВСТУП
Металорізальний інструмент є одним з найважливіших засобів виробництва. Він використовується при обробці різанням різноманітних деталей на металорізальних верстатах. При цьому зрізається частина матеріалу заготовки у вигляді стружки для отримання необхідної поверхні деталі.
Ріжучий інструмент є най важливішим елементом техніки в різноманітних галузях машинобудівної промисловості. На протязі усієї історії розвитку обробки металів, ріжучий інструмент виявляв великий вплив на конструкцію металорізальних верстатів і технологію машинобудування.
Різальний інструмент не тільки впливає на конструкцію верстатів, технологію виготовлення виробів, але і в деякій мірі на конструктивні форми деталей машин.
В сучасному машинобудуванні використовується велика кількість різноманітних ріжучих інструментів, які застосовуються для обробки найрізноманітніших деталей в усіх типах виробництва – починаючи з одиничного і закінчуючи масовим.
Ускладнення конструкції машин, підвищення їх точності та якості призводить до того, що не дивлячись на розвиток інших методів обробки металів, обсяг обробки різанням в машинобудуванні значно зростає.
В представленій роботі ми розглянемо і дослідимо конструктивні особливості та область застосування алмазних інструментів
ПРОЕКТУВАННЯ РІЖУЧОГО ІНСТРУМЕНТУ
1. Проектування фасонного призматичного різця
1.1 Розрахунок призматичного фасонного різця
Необхідно спроектувати фасонний різець виходячи з таких даних:
- матеріал деталі : Ст. 10;
- тип різця : призматичний ;
- розміри по h;
- профіль заготовки , що необхідно отримати :

Рисунок. 1.1 –Профіль деталі
1.1.1. Вибір геометричних параметрів.
Передній кут![]() вибирають
відповідно до механічних властивостей
оброблювального матеріалу, для Ст40Х
вибирають
відповідно до механічних властивостей
оброблювального матеріалу, для Ст40Х
![]() =15-200
=15-200
Значення заднього кута фасонного різців
конструкцією нормалізованої державки,
в нашому випадку
![]() =8-150
=8-150
Для обробки заготовки приймаємо такі значення переднього і заднього кутів в базовій точці :
![]() ,
,
![]() .
.
1.1.2. Побудова профілю різця.
Проставляємо на профілі заготовки точки :

Рисунок. 1.2 – Точки на профілі деталі
За базову точку приймаємо точку «0»з радіусом
![]() мм.
мм.
Складаємо таблицю координат точок профілю заготовки.
Таблиця 1.1 - Координати точок профілю деталі
|
№ |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
x |
0 |
5 |
7,5 |
10 |
12,5 |
15 |
20 |
20 |
25 |
|
R |
10 |
10 |
12,5 |
15 |
17,5 |
20 |
20 |
15 |
15 |
де:
х – координата по довжині профілю,
R – радіальна координата профілю,
φ – головний кут в плані.
Таблиця 1.2 – Значення головного кута в плані
|
№ т. |
0 |
1 |
1’ |
2 |
3 |
4 |
5 |
5’ |
6 |
6’ |
7 |
7’ |
8 |
8’ |
|
φ° |
90 |
90 |
45 |
45 |
45 |
45 |
45 |
90 |
0 |
90 |
0 |
90 |
0 |
90 |
1.1.3 Знайдемо наближені значення передніх кутів у кожному з перетинів профілю .
![]()
 ,
(1.1)
,
(1.1)
де:
γ0– величина призначеного заднього кута;
Rі– значення радіусу в і-й точці;
R0– радіус базової точки.
Значення заднього кута в точці 2:
 .
.
Значення заднього кута в решті точок розраховуються аналогічно і подані в табл. 1.3.
Таблиця 1.3 – Передні кути.
|
№ т. |
0 |
1 |
1’ |
2 |
3 |
4 |
5 |
5’ |
6 |
6’ |
7 |
7’ |
8 |
8’ |
|
γ ° |
17,00 |
17,00 |
17,00 |
13,6 |
11,334 |
9,714 |
8,5 |
8,5 |
8,5 |
8,5 |
11,334 |
11,334 |
11,334 |
11,334 |
1.1.4 Перевірка кутів профілю:
У разі зовнішньої обробки фасонними різцями, щоб не відбувалося коливань, не можна допускати зниження ріжучих кромок по відношенню до осі деталі більш ніж на 0,1 – 0,2 найбільшого радіуса деталі. Перевіримо допустимість обраних передніх кутів профілю :
![]() ;
(1.2)
;
(1.2)
![]() (1.3)
(1.3)
де:
![]() мм;
мм;
![]() ;
;
Підставивши:
 .
.
де t - максимальна глибина оброблюваного профілю;
max(R) - максимальний радіус оброблюваної деталі;
min(R) - мінімальний радіус оброблюваної деталі ;
min() - мінімальний передній кут профілю.
Отже умова допустимості обраних кутів виконується .
Для призматичних різців кут загострення
![]() .
.
![]() .
(1.4)
.
(1.4)
1.1.5. Знайдемо значення задніх кутів різця у відповідних точках .
![]() .
(1.5)
.
(1.5)
Таблиця 1.4 – Значення задніх кутів
|
№ т. |
0 |
1 |
1’ |
2 |
3 |
4 |
5 |
5’ |
6 |
6’ |
7 |
7’ |
8 |
8’ |
|
α ° |
14,997 |
14,997 |
14,997 |
18,398 |
20,665 |
22,2857 |
23,49 |
23,49 |
23,49 |
23,49 |
20,665 |
20,665 |
20,665 |
20,665 |
1.1.6. Визначимо кути фасонних різців у перетинах , перпендикулярних до проекцій головних ріжучих кромок на головну площину.
![]() ;
(1.6)
;
(1.6)
![]() ;
(1.7)
;
(1.7)
Таблиця 1.5 – кути у перетинах, перпендикулярних до проекцій головних ріжучих кромок на головну площину
|
№ т. |
0 |
1 |
1’ |
2 |
3 |
4 |
5 |
5’ |
6 |
6’ |
7 |
7’ |
8 |
8’ |
|
αni ° |
14.99 |
14,99 |
10,72 |
13,23 |
14,93 |
16,155 |
17,084 |
23,5 |
0 |
23,5 |
0 |
20,667 |
0 |
20,667 |
|
γ ni ° |
17,00 |
17,00 |
12,194 |
9,704 |
8,063 |
6,899 |
6,03 |
8,5 |
0 |
8,5 |
0 |
11,334 |
0 |
11,334 |
1.2. Розрахунок профілю інструменту .

Рисунок 1.3 – Розрахункова схема
![]() ;
;
![]() ;
;

![]()
![]() ;
;
Таблиця 1.6 – Радіуси в кожній точці профілю
|
№ |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Y3 |
10,321 |
10,321 |
12,5 |
14,49 |
17,47 |
19,76 |
19,76 |
14,89 |
14,89 |
Побудуємо по точкам розрахований профіль різця .
![]()
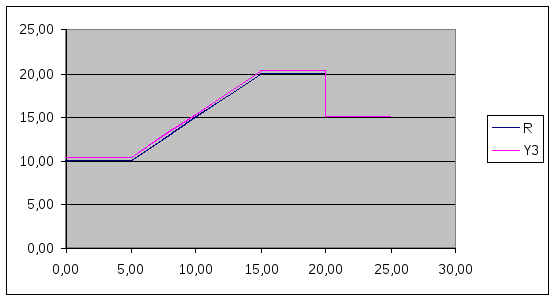
Рисунок 1.4 – Профілі різця і заготовки:
Ряд1– профіль заготовки; Ряд2– профіль різця.
Виконаємо апроксимування конічної частини профілю інструменту.
![]() –
номера крайніх точок ділянки профілю
на якому здійснюється апроксимування.
–
номера крайніх точок ділянки профілю
на якому здійснюється апроксимування.
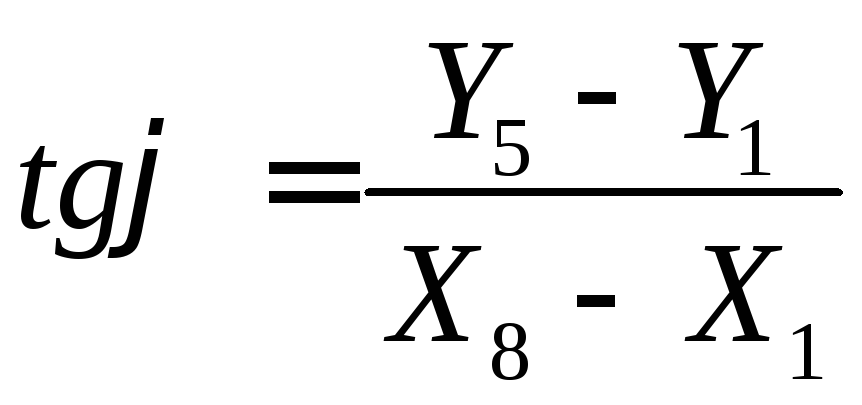
Знайдемо похибку апроксимування.
Розділемо ділянку апроксимування точками на і–ділянок.

Рисунок 1.5 - Сферична частина профілю різця і заготовки.
![]() ,
(1.8)
,
(1.8)
![]() радіус
i-ї ділянки апроксимування;
радіус
i-ї ділянки апроксимування;
H -висота всіх ділянок апроксимування;
l-довжина всіх ділянок апроксимування;
X-довжина i-ї ділянки апроксимування;
похибка апроксимування;
 ;
(1.9)
;
(1.9)
![]() ;
(1.10)
;
(1.10)
![]() .
(1.11)
.
(1.11)
Таблиця 1.7 – дані апроксимування
-
(мм)

(мм)

(мм)
1
5
5
0
2
7,5
7,44
-0,06
3
10
9,96
-0,04
4
12,5
12,39
0,11
5
15
14,97
0,03
З таблиці видно максимальна похибка складає -0,04 мм, що відповідає конусу 7-ї степені точності.
1.3. Проектування шаблону для контролю профілю різця при його виготовленні
Для контролю профілю фасонних різців в процесі їх виготовлення застосовують шаблони, які прикладаються до фасонної задньої поверхні різця. За величиною просвіту судять про точність виконання профілю різця.
Шаблон має ті ж номінальні розміри профілю, що і фасонний різець, однак допуски на розміри профілю шаблону повинні бути в 1,5-2 рази жорсткіше, ніж відповідні допуски різця [1, 3].
Для контролю шаблону при його експлуатації, якщо він працює тривалий час застосовують контр-шаблон. Його профіль однаковий з профілем різця, але допуски на розміри профілю контр-шаблона повинні бути в 1,5-2 рази жорсткіше, ніж відповідні допуски шаблону і призначаються симетрично.
Шаблон і контр-шаблон виготовляють з листового матеріалу товщиною 1-3 мм залежно від розмірів. Для збільшення зносостійкості їх гартують до твердості 56-64 HRC. Обмірні кромки по всьому фасонному контуру роблять тонше основної пластини для полегшення обробки точних розмірів профілю і зручність контролю різця.
Спроектуємо шаблон із пластини з сталі 40Х товщиною 2 мм, шириною 25 мм (рівна ріжучій кромці різця без урахування кромки відрізної частини) та довжиною 25 мм (рис. 1.6).
Допуски на розміри шаблону:
ll= 5-0,012; l2= 10-0,015; l3= 5-0,012; l4= 5-0,012; α1= 45 ±0,25°
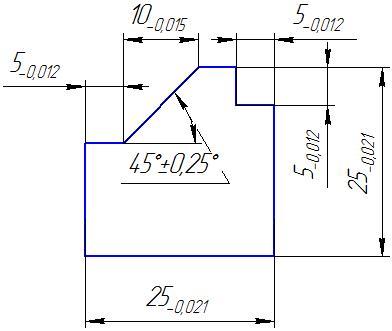
Рисунок 1.6 – Профіль шаблона
Допуски (на сторону) на розміри контр-шаблону призначаємо згідно рекомендацій в 2 рази жорсткіші ніж до шаблону і допуск призначаємо симетрично:
ll= 5± 0,006; l2= 10± 0,0075; l3= 5± 0,006; l4= 5 ± 0,006; α1= 45 ±0,1°.