

ВСТУП
Металорізальний інструмент є одним з найважливіших засобів виробництва. Він використовується при обробці різанням різноманітних деталей на металорізальних верстатах. При цьому зрізається частина матеріалу заготовки у вигляді стружки для отримання необхідної поверхні деталі.
Ріжучий інструмент є най важливішим елементом техніки в різноманітних галузях машинобудівної промисловості. На протязі усієї історії розвитку обробки металів, ріжучий інструмент виявляв великий вплив на конструкцію металорізальних верстатів і технологію машинобудування.
Різальний інструмент не тільки впливає на конструкцію верстатів, технологію виготовлення виробів, але і в деякій мірі на конструктивні форми деталей машин.
В сучасному машинобудуванні використовується велика кількість різноманітних ріжучих інструментів, які застосовуються для обробки найрізноманітніших деталей в усіх типах виробництва – починаючи з одиничного і закінчуючи масовим.
Ускладнення конструкції машин, підвищення їх точності та якості призводить до того, що не дивлячись на розвиток інших методів обробки металів, обсяг обробки різанням в машинобудуванні значно зростає.
В представленій роботі ми розглянемо і дослідимо конструктивні особливості та область застосування алмазних інструментів
Проектування ріжучого інструменту
1. Проектування круглого фасонного різця
Проектування круглогорізця здійснюємо за методикою і довідниковими даними,що надані упраці[2].
Необхідно спроектувати фасонний різець, виходячи з таких даних:
– матеріал деталі : Сталь 40Х;
– тип різця : круглий;
– профіль заготовки , що необхідно отримати (рис. 1.1).

Рисунок 1.1. Профіль деталі
1.1. Визначення кутів різця та координат профілю деталі
Виходячи із матеріалу заготовки приймаємо такі значення переднього і заднього кутів в базовій точці γ0=23º таα0=10º відповідно.
Проставляємо на профілі заготовки точки:

Рисунок 1.2. Точки на профілі деталі
За базову точку приймаємо точку 14 з радіусом R0=24 мм.
Складаємо таблицю координат точок профілю деталі.
Таблиця 1.1.
Координати точок профілю деталі.
|
№ точки |
х, мм |
R, мм |
φ |
|
1 |
0 |
16,0 |
0 |
|
2 |
2,5 |
20,33 |
59º52' |
|
3 |
5,0 |
21 |
90º |
|
4 |
7,5 |
20,33 |
59º52' |
|
5 |
10,0 |
16 |
0 |
|
6 |
16,5 |
18 |
72º54' |
|
7 |
23,0 |
20 |
72º54' |
|
8 |
29,5 |
22 |
72º54' |
|
9 |
36,0 |
24 |
55º30' |
|
10 |
38,25 |
22,93 |
73º30' |
|
11 |
40,5 |
22,6 |
90º |
|
12 |
42,75 |
22,93 |
73º30' |
|
13 |
45,0 |
24 |
55º30' |
|
14 |
50,0 |
24 |
90º |
х – координата по довжині профілю; R – радіальна координата профілю; φ – головний кут в плані.
Знайдемо наближені значення передніх кутів у кожному з перетинів профілю за формулою:
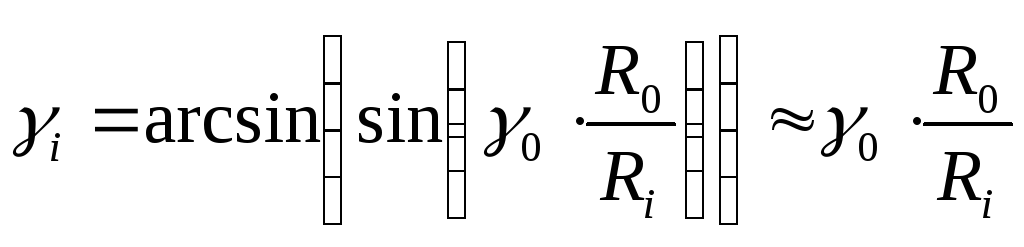 ,
,
де γ0 – передній кут в базовій точці;
R0 – радіальна координата базової точки профілю;
Rі – радіальна координата і-ої точки профілю;
i – номер точки профілю (0…15).
Розрахуємо передній кут для 2-ї точки:
![]() =18,10º.
=18,10º.
Аналогічні розрахунки проводимо для інших точок і результати заносимо в таблицю 1.2.
Таблиця 1.2.
Передні кути γ
|
№ точки |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
γ |
23,00° |
18,10° |
17,52° |
18,10° |
23,00° |
20,44° |
18,40° |
|
№ точки |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
γ |
16,72° |
15,33° |
16,05° |
16,28° |
16,05° |
15,33° |
15,33° |
У разі зовнішньої обробки фасонними різцями, щоб не відбувалося коливань, не можна допускати зниження ріжучих кромок по відношенню до осі деталі більш ніж на 0,1 – 0,2 найбільшого радіуса деталі. Перевіримо допустимість обраних передніх кутів профілю за формулою:
![]() ,
,
де γтіп – мінімальний передній кут профілю;
tтах=Rтa x– Rтіп = 24 – 16 = 8 (мм)– максимальна глибина оброблюваного профілю;
Rтах – максимальний радіус оброблюваної деталі;
Rтіп – мінімальний радіус оброблюваної деталі;
Отже умова допустимості обраних кутів виконується .
Для призматичних різців кут загострення β=const=57º.
Знайдемо значення задніх кутів різця у відповідних точках.
Таблиця 1.3.
Задні кути
|
№ точки |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
10,00° |
14,90° |
15,48° |
14,90° |
10,00° |
12,56° |
14,60° |
|
№ точки |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
|
16,28° |
17,67° |
16,95° |
16,72° |
16,95° |
17,67° |
17,67° |
Визначимо кути фасонних різців у перетинах , перпендикулярних до проекцій головних ріжучих кромок на головну площину за формулами:
αNi =arctg [tg(αi) · sin(φi)];
γNi =arctg [tg(γi) · sin(φi)],
Проведемо розрахунки для 2-ої точки:
αNi =arctg [tg(14,90) · sin(59º52')]=12,98º;
γNi =arctg [tg(18,10) · sin(59º52')]=15,81º.
Аналогічні розрахунки проводимо для інших точок і результати заносимо в таблицю 1.4.
Таблиця 1.4.
Кути у перетинах, перпендикулярних до проекцій головних ріжучих кромок на головну площину
|
№ точки |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
αNi |
0 |
12,98° |
15,48° |
12,98° |
0 |
12,03° |
13,99° |
|
№ точки |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
αNi |
15,60° |
14,71° |
16,29° |
16,72° |
16,29° |
14,71° |
17,67° |
|
№ точки |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
γNi |
0 |
15,81° |
17,52° |
15,81° |
0 |
19,62° |
17,65° |
|
№ точки |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
γNi |
16,03° |
12,73° |
15,42° |
16,28° |
15,42° |
12,73° |
15,33° |
1.2. Розрахунок теоретичного профілю різця
Розраховуємо профіль інструменту, виходячи із розрахункової схеми (рис. 2.3), за наступними формулами:
h= R0 ·sin γ;
b=R0 ·cos γ;
P = arcsin (h / Ri);
Y2 = R · cos P – b;
Y3 = Y2 · cos (α + γ).
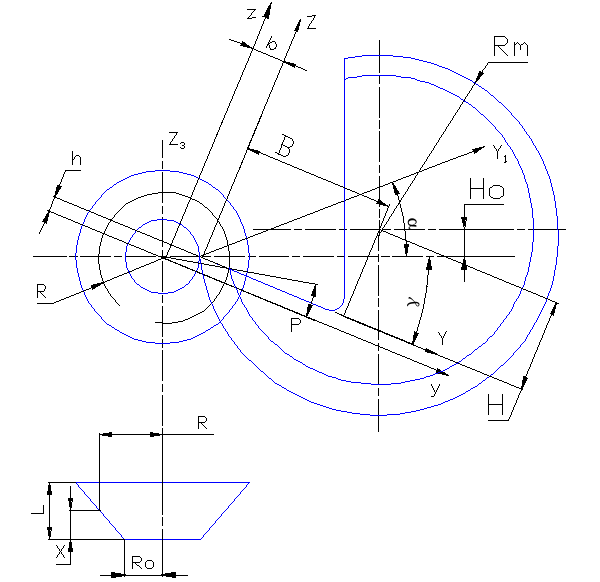
Рисунок 1.3. Розрахункова схема
Виконаємо розрахунки для 2=ї точки:
h = R0 · sin γ = 16 · sin 18,10 = 4,97;
b = R0 · cos γ = 16 · cos 18,10 = 15,21;
P = arcsin (h / Ri) = arcsin (4,97 / 20,33) = 14,15;
Y2 = R· cos P – b = 20,33 · cos 14,15 – 15,21 = 4,5;
Y3 = Y2 · cos (α + γ) + R0 = 4,5 · cos (14,9 + 18,1) + 16 = 20,5.
Аналогічні розрахунки проводимо для інших точок і результати заносимо в таблицю 1.5.
Таблиця 1.5.
Осьові координати в точках профілю
|
№ точки |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Y3 |
16,024 |
19,76 |
21,00 |
19,76 |
16,024 |
17,85 |
19,5 |
|
№ точки |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
Y3 |
21,19 |
24,03 |
22,88 |
22,59 |
22,88 |
24,03 |
24,03 |
Побудуємо по отриманих координатах теоретичний профіль різця і профіль деталі (рис. 1.4).

Рисунок 1.4. Профілі різця і заготовки
1 – профіль заготовки; 2 – профіль різця.
1.3. Апроксимація теоретичного профілю різця
На отриманому теоретичному контурі є частини профілю, які не відповідають поверхні заготовки і вимагають апроксимації.
Апроксимація криволінійного контуру здійснюється за формулою:
r = h / 2 + l² / (8 · h),
де r– радіус замінюючого кола;
h– глибина профілю різця;
l– відстань між крайніми точками.
Ділянка 1 – 5:
r= 5,176 / 2 + 10² / (8 · 5,176) = 5,003
(мм)![]() 5
мм.
5
мм.
Ділянка 9 – 13:
r =
1,44 / 2
+ 9² /
(8 · 1,44)
= 7,75 (мм)![]() 8
мм.
8
мм.
Також апроксимуємо ділянку 5 – 9.
Результати апроксимування та повний апроксимований профіль різця і профіль заготовки показані на рисунках 2.5 (а, б, в) та 2.6 відповідно.

а) ділянка 1 – 5;

б) ділянка 5 – 9;

в) ділянка 9 – 13.
Рисунок 1.5. Теоретичний і апроксимований профіль різця.

Рисунок 1.6. Апроксимований і теоретичний профілі різця та профіль заготовки (для наглядності апроксимований профіль зсунуто по осі.)
Для знаходження похибки апроксимування на всіх ділянках необхідно обрахувати координати спрощеного профілю за формулами:
![]() ;
;
yi = x · tg φi,
де r– радіус замінюючого кола;
yi – осьові координати спрощеного профілю;
х– осьова координата точки;
tg φi – тангенс кутанахилу апроксимованої прямої.
Порівнюємо отримані значення з координатами теоретичного профілю, визначаємо похибку і результати заносимо до таблиці 1.6.
Таблиця 1.6.
Результати апроксимації
|
№ точки |
y3i , мм |
х, мм |
yi, мм |
Δi, мм |
№ точки |
y3i, мм |
х, мм |
yi, мм |
Δi, мм |
|
1 |
16,024 |
0 |
16 |
0,024 |
8 |
21,19 |
29,5 |
21,44 |
0,25 |
|
2 |
19,76 |
2,5 |
20,05 |
0,29 |
9 |
24,03 |
36,0 |
24 |
0,03 |
|
3 |
21,00 |
5,0 |
21 |
0 |
10 |
22,88 |
38,25 |
23,01 |
0,13 |
|
4 |
19,76 |
7,5 |
20,05 |
0,29 |
11 |
22,59 |
40,5 |
22,61 |
0,02 |
|
5 |
16,024 |
10,0 |
16 |
0,024 |
12 |
22,88 |
42,75 |
23,01 |
0,13 |
|
6 |
17,85 |
16,5 |
18,02 |
0,17 |
13 |
24,03 |
45,0 |
24 |
0,03 |
|
7 |
19,5 |
23,0 |
19,79 |
0,29 |
14 |
24,03 |
50,0 |
24 |
0,03 |
Похибка апроксимування не має перевищувати 0,3. З таблиці 1.6 видно, що максимальна похибка складає 0,29мм, таким чином похибка апроксимування не виходить за межі допустимості.
1.4 Осьові радіальні та кутові розміри шаблону і контршаблона
Номінальні розміри розраховуємо з умови максимуму тіла різця. Допуски на лінійні розміри у шаблону задаються в тіло, а у контршаблона - симетрично. Величини цих допусків приймаються у шаблонів 10%, а у контршаблонів - 5% від поля допуску відповідних розмірів профілю різця. Допуск на кутові розміри шаблону встановлюється в розмірі 10% від допуску на профілі деталі, але не менше 3’. У контршаблонів на виготовлення кутових розмірів допуск встановлюється в розмірі 25% від допуску на шаблон, але не менше 1’. Креслення шаблону і контршаблона представлений на рис. 1.7 та рис 1.8 відповідно.

Рисунок 1.7 – Профіль шаблона
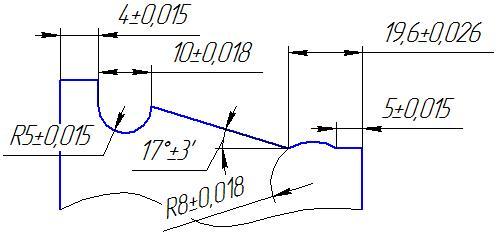
Рисунок 1.8 – Профіль контршаблона
Необхідні розміри
![]() ,
,
де:
t – максимальна глибина профіля;
к – запас по передній поверхні для розмещення стружки.
Діаметр контрольной риски
![]() ;
;
Діаметр контрольного циліндра, що відповідає радіальній вимірювальній базі Ø 48+0,062. Максимальний діаметр різця Ø 75+0,19.