

Распределение размера f’1 каналов диафрагмы по интервалам
|
№ п/п |
Интервал, мм2 |
Абсолютная частота m, шт |
Относительная частота m/n, % |
|
1 |
441,255-446,255 |
2 |
5% |
|
2 |
446,255-451,255 |
1 |
2,5% |
|
3 |
451,255-456,255 |
10 |
25% |
|
4 |
456,255-461,255 |
16 |
40% |
|
5 |
461,255-466,255 |
9 |
22,5% |
|
6 |
466,255-471,255 |
2 |
5% |
|
Итого: |
40 |
100% | |
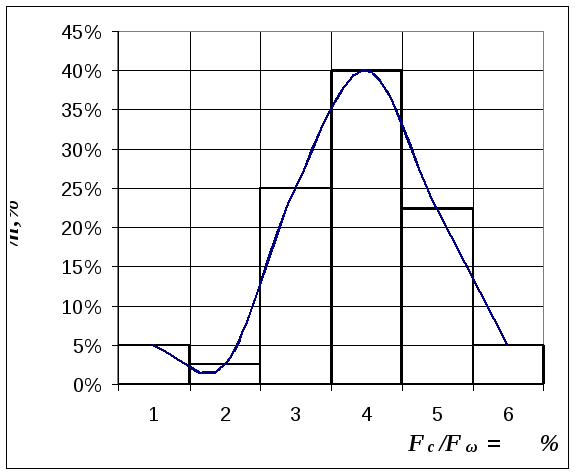
Рис. 5. Практическая кривая рассеяния (полигон) для размера f1 каналов диафрагмы
Если
далее количество величин измеренного
параметра, попавших
в каждый из интервалов, изобразив в виде
прямоугольников шириной, равной величине
интервала, и высотой, равной относительной
частотеm/n,
то получится ступенчатая диаграмма,
называемая гистограммой рассеяния
(рис. 5, криваяI).
Соединив середины вершин прямоугольников
плавной кривой, получают практическую
кривую рассеяния – полигон (рис. 5,
криваяII). Анализ
результатов измерений, выполненных на
многих рабочих колесах и диафрагмах,
показывает, что при достаточно большом
количестве измерений и тщательном их
выполнении практическая кривая рассеяния
оказывается близкой к кривой нормального
распределения погрешностей. На полученную
диаграмму также наносится поле допусков.
С этой целью необходимо вычислить процент годности каналов по данному размеру, как отношение площади под кривой рассеяния данного размера (кривая II) в пределах поля допускаFδ (рис. 5, заштрихованная часть диаграммы) ко всей площади под кривой рассеяния в пределах поля рассеянияFω. Процент годности можно определить и на основании точной диаграммы, как – отношение числа замеров, попадающих в пределы допускаmδ =11 ко всему выполненному числу замеровn =40. При правильном построении диаграмм и внимательно проведенных вычислений отношенияFc/Fω, иmδ/n, оказываются близкими друг, другу:

Вывод:На основании полученной практической кривой рассеяния видно несоответствие заданного конструктором допуска качеству технологического процесса изготовления диафрагмы.
Диафрагма считается годной по анализируемым параметрам, если отношенияFc/Fω иmδ/nблизки к 75-85 %,
но
т.к.
 ,
то диафрагмасчитается негоднойпо анализируемым параметрам.
,
то диафрагмасчитается негоднойпо анализируемым параметрам.
При контроле изготовления диафрагм и рабочих колес обычно принимают следующие значения допусков:
на
площадь проходного сечения каналов  ;
;
на
величину шага  ;
;
на
величину эффективного угла ![]() .
.