

5. ОБРАБОТКА ЗАГОТОВОК ДЕТАЛЕЙ МАШИН НА СТАНКАХ ТОКАРНОЙ ГРУППЫ
5.1.ОСНОВНЫЕ ПОНЯТИЯ И ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ТОКАРНОЙ ОБРАБОТКИ
5.2.КЛАССИФИКАЦИЯ ТОКАРНЫХ РЕЗЦОВ
5.3.ОСНОВНЫЕ ТИПЫ ТОКАРНЫХ СТАНКОВ И ИХ НАЗНАЧЕНИЕ
5.4.СХЕМЫ ОБРАБОТКИ ЗАГОТОВОК НА ТОКАРНЫХ СТАНКАХ
5.5.РАСЧЕТ РАЦИОНАЛЬНЫХ ПАРАМЕТРОВ
РЕЖИМА РЕЗАНИЯ
Оглавление Выход

ТОКАРНАЯ ОБРАБОТКА
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
ОСНОВНЫЕ ПОНЯТИЯ И ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ТОКАРНОЙ ОБРАБОТКИ
На токарных станках обычно обрабатываются заготовки типа “тела
вращения”(валы, диски, пальцы, фланцы, кольца и т.д.). Основной способ – обработка токарными резцами - точение.
Разновидности токарной обработки:
а)Точение, обтачивание (обработка наружных поверхностей); б)Растачивание (обработка внутренних поверхностей); в)Подрезание (обработка плоских поверхностей); г)Отрезание (разделение заготовки на части).
Кроме этого, на токарных станках могут выполняться
следующие операции:
-сверление, зенкерование, развертывание -нарезание резьбы:
а)метчиками;
б)плашками;
в)резцами.
-фрезерование |
со специальными приспособлениями |
-шлифование |
|
-ППД |
Оглавление Содержание раздела Выход |
|

Формообразование при всех способах обработки
(кроме фрезерования и шлифования):
Dr – вращение заготовки Ds – перемещение инструментов
По последовательности снятия припуска на токарную обработку различают:
-черновую обработку ~ 60% припуска
-получистовую ~ 20-30%
-чистовую ~ 10-20%
-тонкую – остальное
Для уменьшения влияния сил резания при малоотходной технологии , т.е. при малом припуске ограничиваются обычно чистовой обработкой
По шероховатости и точности (сталь и чугун)
|
min |
IT |
max |
|
Ra,мкм |
|
|
Черновая |
25 |
13 |
|
|
|
||
Получистовая |
6.3 |
10 |
|
|
|
||
Чистовая |
1.6 |
7 |
|
|
|
||
Тонкая |
0.4 |
6 |
|
|
|
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
КЛАССИФИКАЦИЯ ТОКАРНЫХ РЕЗЦОВ
П о н а з н а ч е н и ю
- о б д и р о ч н ы е ; |
- п р о х о д н ы е ; |
- ч и с т о в ы е ; |
- п о д р е з н ы е ; |
- д л я т о н к о г о |
- о т р е з н ы е ; |
т о ч е н и я ; |
- р а с т о ч н ы е ; |
|
- р е з ь б о в ы е ; |
|
- ф а с о н н ы е ; |
П о н а п р а в л е н и ю п о д а ч и и ф о р м е г о л о в к и
- |
л е в ы е |
; |
|
||||
- |
п |
р |
а |
в |
ы |
е |
; |
- |
п |
р |
я |
м |
ы |
е |
; |
- о т о г н у |
т ы е ; |
||||||
П о к о н с т р у к ц и и
- |
ц е л ь н ы |
е |
; |
||
- |
с |
б |
о р н ы |
е |
; |
- с |
о |
с т а в н ы е ; |
|||
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
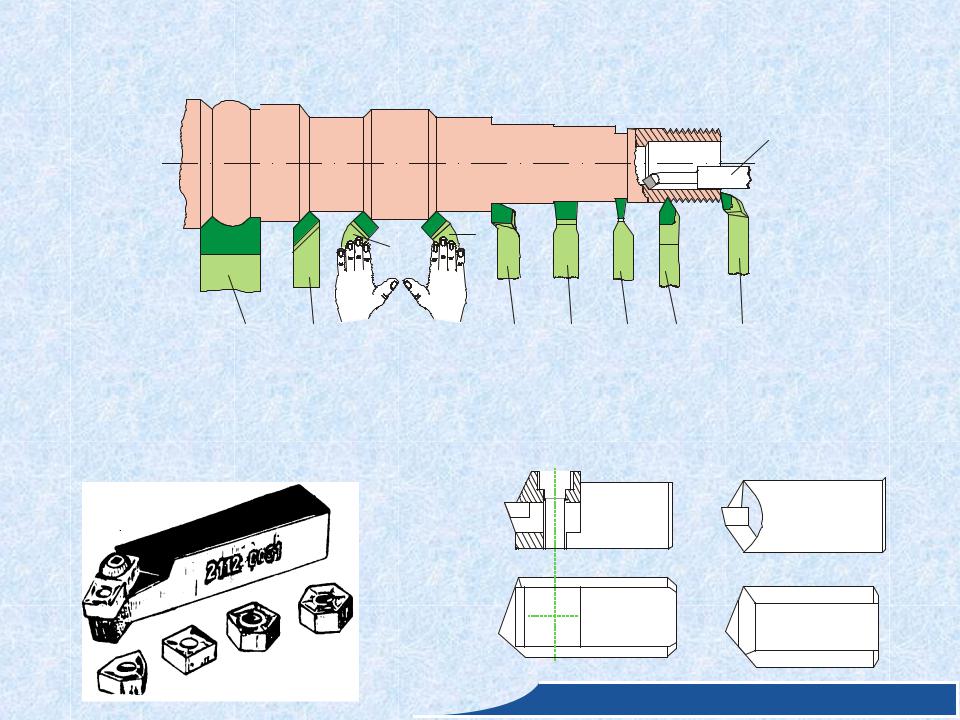
ОСНОВНЫЕ ТИПЫ ТОКАРНЫХ РЕЗЦОВ
1 0
|
|
4 |
|
|
|
|
|
1 |
2 |
|
5 |
6 |
7 |
8 |
9 |
1 |
– фасонный; |
7 |
– отрезной; |
|
|
|
|
2, 3, 4 – проходные; |
8 |
– резьбовой; |
|
|
|||
5 |
– подрезной; |
9, 10 - расточные |
|
|
|||
6 |
– галтельный; |
|
|
|
|
|
|
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
ОСНОВНЫЕ ТИПЫ ТОКАРНЫХ СТАНКОВ И ИХ НАЗНАЧЕНИЕ
Основные типы токарных станков
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Единичные и мелкосерийные Серийные |
и крупносерийные |
Массовое пр-во |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Токарно- |
|
Токарно- |
Токарно- |
|
Много- |
Одно- |
|
Многошпиндельные |
|||||||
винторезные |
|
револьверные |
карусельные |
|
резцовые |
шпиндельные |
|
автоматы |
|||||||
Для |
Для |
|
|
|
|
|
токарные |
токарные |
|
|
|
|
|||
изготовления |
изготовления |
Для обработки |
|
полуавтоматы |
автоматы |
|
|
|
|
||||||
|
|
|
|
|
|
|
|||||||||
деталей |
партии |
крупногабаритных |
|
Крупные |
Крупные |
Особокрупные партии |
|||||||||
типа: |
одинаковых |
|
|||||||||||||
заготовок (ЗК |
|
партии |
партии |
сложных деталей |
|||||||||||
Тела |
деталей |
|
|||||||||||||
больших |
|
ступенчатых |
сложных |
-параллельной |
|||||||||||
вращения |
(нескольких |
|
|||||||||||||
диаметров, |
|
валов, ЗК, |
деталей |
обработкой |
|||||||||||
небольших |
деталей) |
|
|||||||||||||
деталей турбин и |
|
осей и т.д. |
d≤32мм |
-последовательной |
|||||||||||
размеров |
|
|
|
|
|||||||||||
|
|
|
т.д.) |
|
|
|
|
|
обработкой |
||||||
(1 ÷ 5шт) |
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
-Одностоечные |
-фасонноотрезные |
|
-продольнофасонные |
||
-2х стоечные |
||
|
||
|
Оглавление Содержание раздела Выход |
Основные приспособления
Для инструмента
1) Приспособления для закрепления резцов
небольших размеров
2)Приспособления для закрепления осевых инструментов
-переходные втулки
-патрон Морзе
-цанговые патроны
-оправки для насадных зенкеров и разверток
Для заготовок
1)Патроны.
-3-х кулачковые самоцентрирующиеся;
-4-х кулачковые;
-Поводковые. 2)Центры, хомутики.
-центры для обработки заготовок в центрах;
-хомутики для их вращения.
3)Люнеты подвижные и неподвижные l : d>10.
4)Втулки и оправки для закрепления заготовки типа стакан или втулка.
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
СХЕМЫ ОБРАБОТКИ ЗАГОТОВОК НА ТОКАРНО - ВИНТОРЕЗНЫХ СТАНКАХ
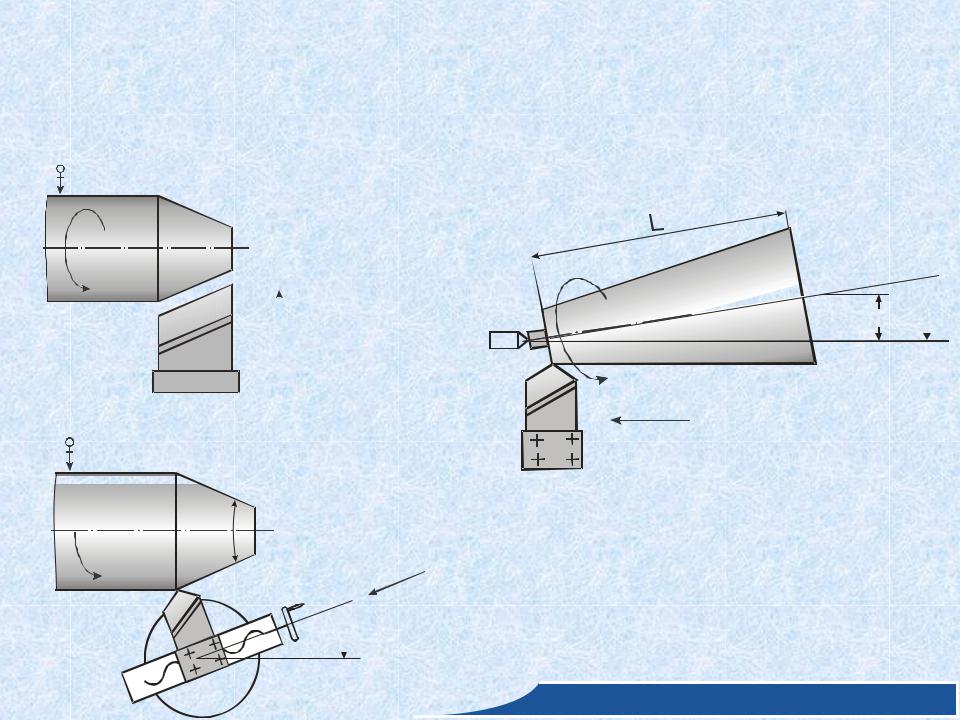
Обработка конических поверхностей
1) Широким резцом
D s 
+
2) Поворотом верхних
 2a салазок суппорта
2a салазок суппорта
Ds
 a
a
3)Смещением задней бабки

 h
h  a
a
Ds
h = L sina
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
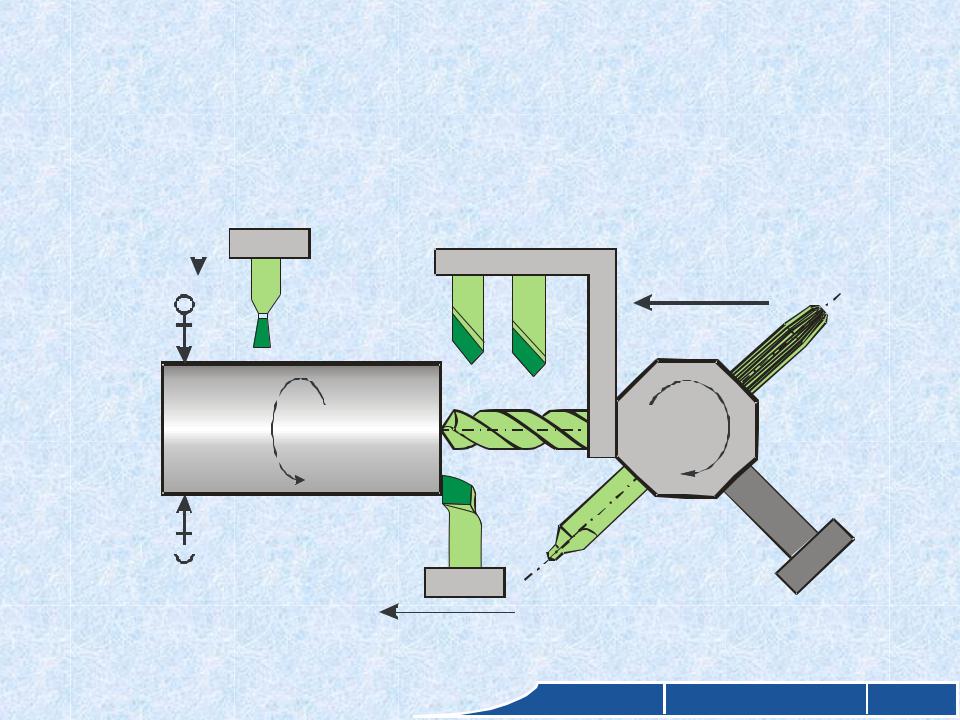
СХЕМА ОБРАБОТКИ ЗАГОТОВОК НА ТОКАРНО - РЕВОЛЬВЕРНЫХ СТАНКАХ
Ds 
заготовка
зажимной патрон 
отрезной суппорт
+ + |
+ + |
Ds развертка |
|
Dr |
спиральное |
|
|
|
сверло |
поперечный суппорт |
|
|
|
+ + |
центровочное |
|
|
сверло |
Ds |
упор |
|
|
Оглавление Содержание раздела |
Выход |
||
|