

ОБРАБОТКА ЗАГОТОВОК ПРОТЯГИВАНИЕМ
8.1.Основные понятия и определения. Технологические возможности протягивания.
8.2.Основные типы протяжных станков и инструмент для протягивания.
8.3.Элементы режима резания при протягивании.
8.4.Порядок расчета рациональных ПРР при протягивании. Пути повышения производительности труда при протягивании.
Оглавление |
Выход |
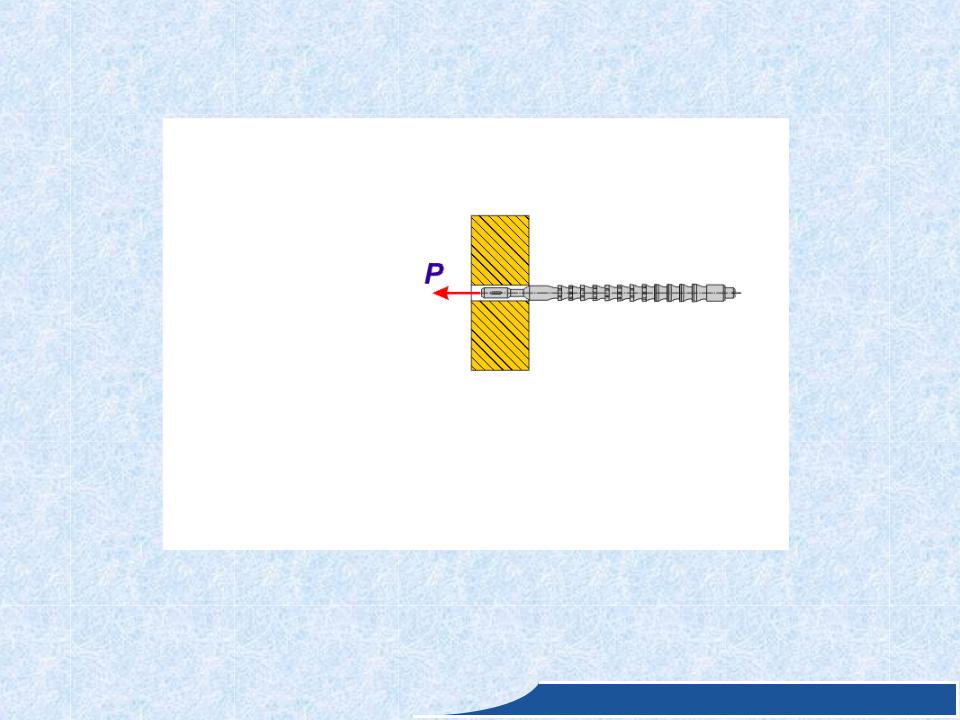
ПРОТЯГИВАНИЕ
Dr – главное движение – поступательное перемещение инструмента
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
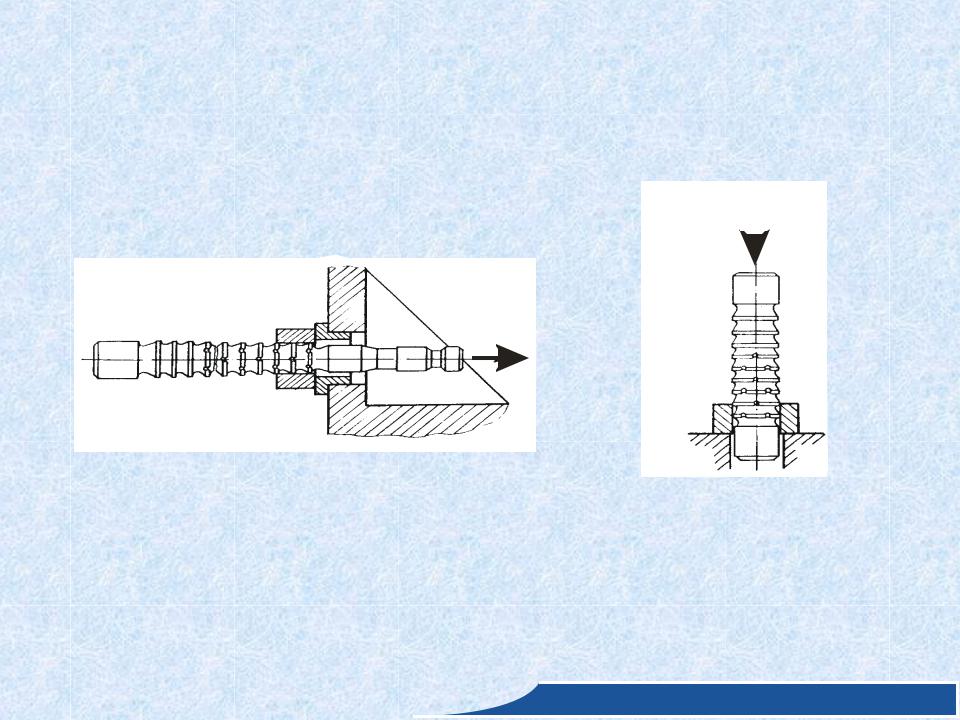
СХЕМЫ РАБОТЫ ПРОТЯЖКИ И ПРОШИВКИ
Dr – главное движение – поступательное перемещение инструмента
P  Dr
Dr
P
Dr
протягивание |
прошивание |
|
•Прошивка отличается от протяжки отсутствием замковой части,
•шейки и задней части.
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход

ОСНОВНЫЕ ПОНЯТИЯ И ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ПРОТЯГИВАНИЯ
Протягивание - технологический способ обработки заготовок с помощью многолезвийных инструментов:протяжек и прошивок.
|
Основные преимущества: |
|
Недостатки: |
1. |
Высокая производительность; |
1. |
Сложность изготовления |
2. |
Достигается высокая точность (IT6); |
|
инструмента; |
3. |
Малая шероховатость(Ra=0,16 мкм); |
2. |
Высокая стоимость инструмента; |
4. |
Возможность упрочнения |
3. |
Горизонтальная протяженность |
|
обработанной поверхности; |
(станки занимают большую площадь). |
|
5.Использование неквалифицированного труда;
Высокая производительность способа обеспечивается:
•Большой длиной режущих кромок участвующих в обработке;
•Совмещением резания, выглаживания и деформирования;
•Отсутствием холостых ходов.
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход

ВИДЫ ПРОТЯГИВАНИЯ
Виды протягивания и получение характеристики точности и шероховатости:
Вид обработки |
Конструкция инструмента |
R amin |
IT |
Получистовое |
С режущими зубьями |
1,25 |
8 |
Чистовое |
С режущими и стальными |
0,63 |
7 |
|
выглаживающими элементами |
|
|
Отделочное |
С режущ. зубьями, твердосплавными |
0,16 |
6 |
|
выглаживающими и |
|
|
|
деформирующими элементами |
|
|
Примечание - калибровку делают после термообработки протянутых ранее отверстий.
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход

ОСНОВНЫЕ ТИПЫ ДЕТАЛЕЙ ОБРАБАТЫВАЕМЫХ ПРОТЯГИВАНИЕМ
Единичное и массовое |
|
Крупносерийное и массовое |
|||
|
производство |
|
|
производство |
|
|
|
|
|
|
|
Внутреннее |
|
|
|
Внутреннее |
|
протягивание |
|
|
|
протягивание |
|
|
|
|
|
||
Сложные фасонные |
1. |
Зубчатые колеса |
|||
внутренние отверстия |
|
и звездочки; |
|||
большой длинны |
2. |
Втулки, муфты, |
|||
|
|
|
цилиндры, |
||
|
|
|
гильзы; |
||
|
|
3. |
Отверстия в |
||
|
|
|
рычагах и |
||
|
|
|
корпусных |
||
|
|
|
деталях. |
||
Наружное
протягивание
1.Плоские
поверхности;
2.Уступы,пазы;
3.Выпуклые и вогнутые поверхности;
4.Зубчатые
поверхности (рейки).
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
ТИПЫ ПРОТЯЖНЫХ СТАНКОВ
Циклического действия |
|
Непрерывного действия |
|
(для наружного протягивания) |
|
|
|
Для внутреннего |
|
Для наружного |
|
С перемещением |
|
С перемещением |
протягивания |
|
протягивания |
|
инструмента |
|
заготовки |
|
|
|
|
|
|
|
-Горизонтальные; |
-Горизонтальные. |
-Вертикальные. |
|
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
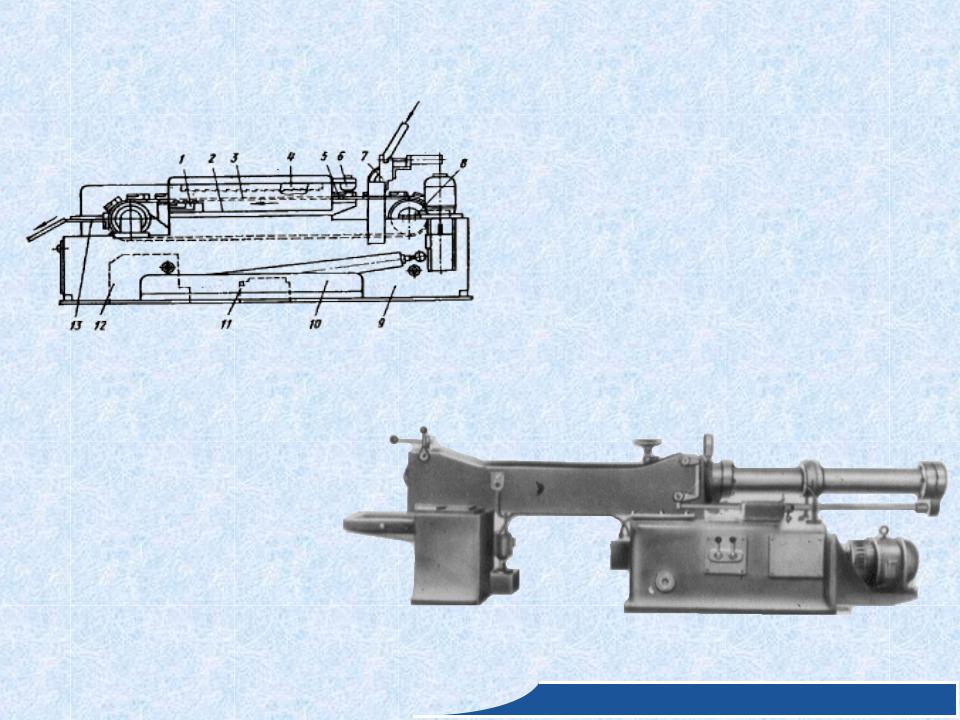
ПРОТЯЖНЫЕ СТАНКИ
Протяжной станок непрерывного действия
Горизонтально- протяжной станок 7510М
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
КЛАССИФИКАЦИЯ ПРОТЯЖЕК
По виду |
|
По форме |
|
По виду |
|
|
По конструкции |
обрабатываемой |
|
обрабатываемой |
|
|
|
||
|
|
рабочей части |
|
|
инструмента |
||
поверхности |
|
поверхности |
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
-Внутренние; |
|
-Круглые; |
|
-С режущими |
-Целые; |
||
-Наружные. |
|
-Шлицевые; |
|
элементами; |
-Сборные. |
||
|
|
-Шпоночные; |
|
-С выглаживающими |
|
||
|
|
-Многогранные; |
|
элементами; |
|
||
|
|
-Плоские; |
|
-С деформирующими |
|||
|
|
-Фигурные. |
|
элементами; |
|
||
|
|
|
|
-Комбинированные. |
|
||
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход
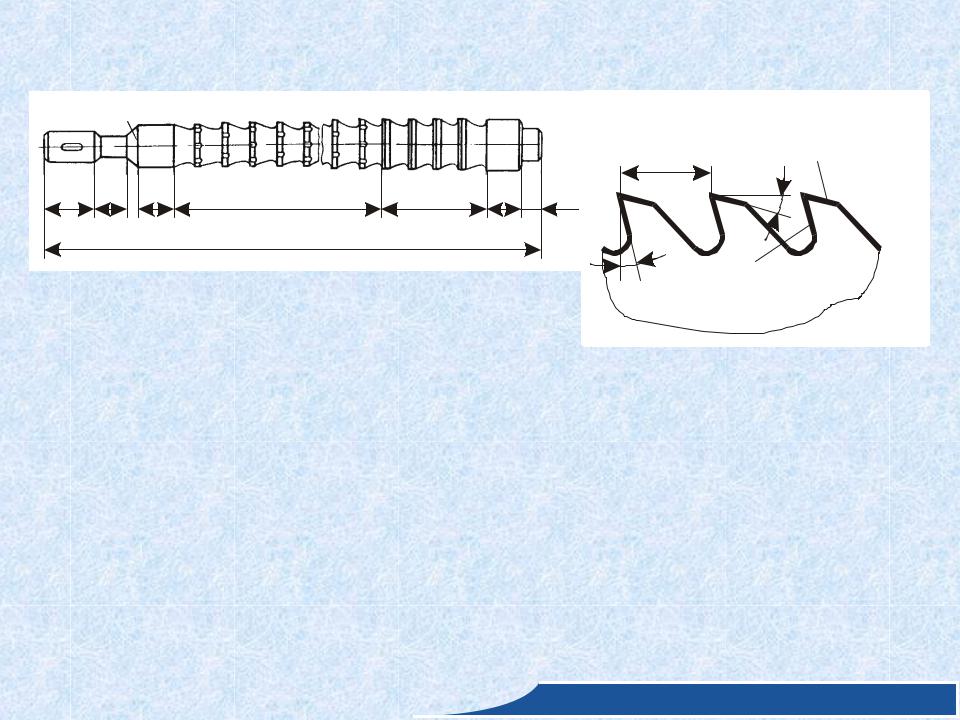
ЧАСТИ И ГЕОМЕТРИЯ ПРОТЯЖКИ
|
3 |
|
|
|
1 |
2 |
4 |
5 |
6 |
Д л и н а п р о т я ж к и
1.хвостовик
2.шейка
3.переходный конус
4.передняя направляющая часть
5.режущая часть
6.калибрующая часть
7.задняя направляющая часть
8.опорную цапфу
|
|
t p |
|
З а |
д н я я |
7 |
8 |
|
п о в е р х н о с т ь |
||
|
|
|
|
||
|
|
|
|
|
|
|
|
П |
е р |
е д н я я |
|
|
|
п о в е р х н о с т ь |
|
||
задний угол,
передний угол ,
шаг зубьев t
Протяжки для протягивания глубоких отверстий имеют обычно спиральные зубья.
 Оглавление
Оглавление  Содержание раздела
Содержание раздела  Выход
Выход