

Цельносварной монтажный стык
Прежде
всего следует отметить, что цельносварной
монтажный стык не требует каких-либо
накладок, т. е. дополнительного расхода
металла. Кроме того, такой стык не требует
и рассверловки металла под заклёпки
или болты, а, следовательно, в металле
основных несущих конструкций нет
ослаблений. Таким образом, цельносварной
стык позволяет значительно экономить
расход металла.
Для устройства цельносварного стыка изготавливают специальный заводской блок, в котором стенка не доводится до конца блока на 200 мм, и примерно на столько же верхний пояс не доходит до кромки вертикальной стенки (Рис. 14.11). В зависимости от толщины поясных листов сварку производят с разделкой или без разделки кромок. Перед сваркой нижние пояса смежных блоков, с помощью специальных устройств, точно совмещают по высоте с обеспечением технологического зазора (Рис. 14.12). Приваривают выводные планки, устанавливают несплавляющиеся подкладки.

По окончанию сварки нижнего пояса выводные планки обрезают, а боковые кромки поясного листа, во избегании концентрации напряжений, зачищают.
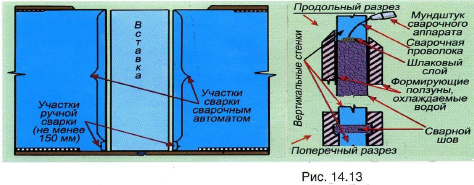
Затем приступают к сварке вертикальной вставки стыка стенки двумя вертикальными стыковыми сварочными швами (Рис. 14.13). При разных зазорах между вставкой и вертикальными стенками сварку начинают со стыка с большим зазором. Если используемый сварочный аппарат не позволяет выполнять сварочные швы непосредственно от нижнего пояса, то начальные снизу 150 мм сварного шва выполняют вручную.

Сварку вставки верхнего поясного листа осуществляют двумя стыковыми швами по технологии, используемой при сварке нижнего пояса. Затем ручной сваркой заваривают верхние угловые швы роспуска нижнего пояса. После устранения депланации стенки сваривают вставку продольных ребер, а затем приваривают нижним и верхним угловыми швами продольное ребро к стенке, а также заваривают нижним угловым швом роспуски верхнего пояса. Общий порядок наложения сварных швов показан на схеме цельносварного монтажного шва (Рис. 14.14).
Комбинированный фрикционно-сварной монтажный стык
В комбинированных монтажных стыках пояса соединяют с помощью сварки, а стенки парными накладками на высокопрочных (фрикционных) болтах (Рис. 14.15). Для выполнения такого стыка в стенке предусмотрено устройство технологического отверстия в зоне примыкания её к поясу, что необходимо для обеспечения возможности прохода удлинительной приставки сварочного аппарата. Обычно нижние и верхние технологические отверстия делают симметричными. Однако для верхнего технологического отверстия, например, для устройства поперечного шва, соединение металлического ортотропного настила возможно применение более простой формы, так как оно служит только для размещения прижимной планки.
Выполнение монтажного стыка начинают с установки накладок на стенки, вставки калиброванных пробок и натяжения болтов на 60…70% от проектного усилия. Затем сваривают нижний пояс с использованием удлинительной приставки сварочного аппарата. Верхний пояс сваривают в обычном режиме автоматической сварки. Допускается применение поясной вставки для верхнего стыка. После заварки роспусков, вставки прокладок в технологические отверстия и установки дополнительных накладок осуществляют натяжение высокопрочных болтов до расчетного усилия.
