

4.4.3 Описание конструкции и расчёт мерительного инструмента
Калибрами называют бесшкальные измерительные инструменты, предназначенные для контроля размеров, формы и расположения поверхностей деталей. Калибры бывают предельные и нормальные.
Предельные калибры позволяют установить, находится ли проверяемый размер в пределах допуска. Их используют для контроля цилиндрических, конусных, резьбовых и шлицевых поверхностей, а также высоты выступов и глубины впадин. К достоинствам предельных калибров относится долговечность, простота и высокая производительность контроля. Они используются во всех типах производства.
Размеры измерительных поверхностей предельных калибров назначают в соответствии с предельными размерами контролируемых поверхностей.
Измерительные части калибров изготавливают из цементируемых углеродистых сталей, шарикоподшипниковых сталей, инструментальных легированных сталей с твердостью рабочих поверхностей 52…64 НRC. Для повышения износостойкости измерительной части калибров применяют хромирование, азотирование или наплавку из твердого сплава.
Перед изготовлением калибров осуществляют расчет исполнительных размеров и их рабочих поверхностей.
Определяем
исполнительные размеры калибр-пробки
для контроля поверхности детали «Стакан»
Ø85H7+0,035 мм.
мм.
Находим предельные отклонения для вала es = +0,035 мм, ei = 0 мм. Тогда:


где D – диаметр отверстия, мм;
ES – верхнее предельное отклонение, мм;
EI – нижнее предельное отклонение, мм


Для заданного интервала размеров находим величины допусков по
ГОСТ 24853-81[c.6]:
Н= 6 мкм, т.к. Ø85 – допуск на изготовление;
Z= 5 мкм - отклонение середины поля допуска;
Y= 3 мкм - допуск на износ.
Расчетные формулы выбираем в таблице 6.1[10,c.110]:
 (1)
(1)
 (2)
(2)
 (3)
(3)
 (4)
(4)
 (5)
(5)
 (6)
(6)
 (7)
(7)
где Z – отклонение середины
поля допуска на изготовление проходного
калибра, мм;
H – допуск на изготовление калибров, мм;
Y – допустимый выход размера изношенного калибра, мм
D – диаметр отверстия, мм.







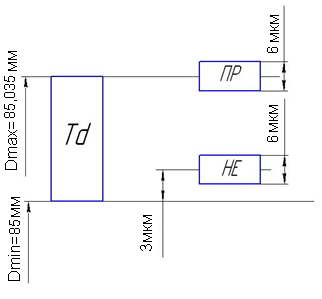
Рисунок 1 – Схема расположения полей допусков калибр-пробки Ø85H7+0,035
ЛИТЕРАТУРА
1. А.Ф. Горбацевич. Курсовое проектирование по технологии машиностроения. Мн.: Высшая школа, 1983.
2. В.В. Данилевский. Технология машиностроения. М.: Высшая школа, 1984.
3. В.И. Баранчицова. Прогрессивные РИ и РР металлов.
4. И.Г. Космачев. Слесарь-инструментальщик, 1973.
5. Г.А. Малахова. Обработка металла резанием.
6. Справочник технолога-машиностроителя. Том 1. Под ред. А.Г.Косиловой М.: Машиностроение, 1985.
7. Справочник технолога-машиностроителя. Том 2. Под ред. А.Г.Косиловой М.: Машиностроение, 1986.
8. Режимы резания металлов. Справочник / Под ред. Ю.В. Барановского М.: Машиностроение, 1972.
9. Н.А. Нефедов. Сборник задач, примеров по резанию металлов и режущему инструменту. М.: Машиностроение, 1990.
10. Методические указания по конструированию мерительного инструмента./ метод. пособие. - Бобруйск:. ГУО «БГМТК».