

3.2 Описание конструкции и расчет режущего
инструмента
На 005операции для полученияотверстия Ø26,4мм иl=66мм будет использоватьсяцельный зенкер с коническим хвостовиком для сквозных отверстий.
Расчёт режущего
инструмента
1.Исходны
данные.
Зенкер Ø
26,4мм
2. Определение типа зенкера для
обработки данного отверстия. Таблица
47 [1, c.153]
Выбираем
зенкер цельный с коническим хвостовиком
для сквозных отверстий ГОСТ 12489-71
3.
Определение конструктивных и геометрических
параметров рабочей части зенкера.
3.1
Геометрические параметры:
Принимаем
α=8°
Принимаем
 =20°
Принимаемγ=10°
Шаг
винтовой канавки определяем по формуле
=20°
Принимаемγ=10°
Шаг
винтовой канавки определяем по формуле
H=πDctg (44)
(44)
H=3,14×26,4×ctg20°=229,4
H=229,4 мм Главный угол в плане φ = 45° Угол в плане переходной кромки φ1 Угол наклона ГРК λ=15° 3.2 Конструктивные параметры При выборе размеров цельных зенкеров: - наименьшая длина рабочей части у хвостовых цельных зенкеров:
l=l3+3×D, мм (45)
l=1+3×28=85
где l3 – глубина зенкерования l1 – длина заборной части зенкера:
l1=0.04×D+2, мм (46)
l1=0.04×26.4+2=3
-длина шейки
l2=10мм
Диаметр шейки хвостового зенкера принимается меньше диаметра зенкера на 0,5 -2мм;
Dш=D-(0,5…2),мм;
Dш=25мм
Размеры конуса хвостовика (Морзе) принимают по ГОСТ 25557-82
D=23,825 d2=19,1 l3=94 R=7 R1=2
D1=24,1 d3=18,5 d4=99 c=13 V=0,065
3.2.1 Параметры профиля и винтовых канавок зенкера со вставными ножами принимают по таблице 62[3,c.202]
Конструкция крепления ножей
указано в ГОСТ 2568-71. Размеры ножей и
клиньев принимают по ГОСТ 16858-71, 6859-71.
fл=1,5 ; D1=10; h=2,5; c1=10,5; E=5,6.
t=0,6; F=11,7; R1=17,5; p=7;
4. Материал режущей части:
Выбираем Р6М5 – быстрорежущая сталь с содержанием вольфрама 6% и молибдена 5%.
4.1. Выбор материала корпуса зенкера.
Принимаем Сталь 40Х ГОСТ 4543-73. Твёрдость 42..45HRC.
3.3 Описание конструкции и расчет мерительного инструмента
Для контроля Ø 28H8(+0,033) мм применяется калибр-пробка.
Калибр бесшкальный инструмент, предназначенный для контроля размеров, формы и взаимного расположения поверхностей детали.
Калибры-пробки применяют при контроле отверстий. Их проходная сторона соответствует наименьшему показателю предельного размера, а непроходная – наибольшему показателю предельного размера. Обрабатываемое отверстие должно пройти таким образом, чтобы калибр-пробка прошел данное отверстие максимально плавно. Калибры-пробки бывают коническими, цилиндрическими и резьбовыми.
Определяем исполнительные размеры
калибра для контроля отверстия
детали «Полумуфта»МЖТ 16.24.00.301 Ø28H8( )мм.
)мм.
Определяем предельные отклонения для отверстия:
ES= +0,033мм;
EI= 0 мм.
Тогда:
 (47)
(47)
 (48)
(48)
где D– диаметр отверстия, мм;
ES– верхнее предельное отклонение, мм;
EI– нижнее предельное отклонение, мм


Для заданного интервала размеров находим величины допусков по
ГОСТ 24853-81[c.6]:
Н= 4мкм, т.к. Ø28 – допуск на изготовление;
Z=3мкм - отклонение середины поля допуска;
Y=3мкм - допуск на износ.
Расчетные формулы выбираем в таблице 6.1[8,c.110]:
 (49)
(49)
 (50)
(50)
 (51)
(51)
 (52)
(52)
 (53)
(53)
 (54)
(54)
 (55)
(55)
гдеZ– отклонение середины
поля допуска на изготовление проходного
калибра, мм;
H– допуск на изготовление калибров, мм;
Y– допустимый выход размера изношенного калибра, мм
D – диаметр отверстия, мм.







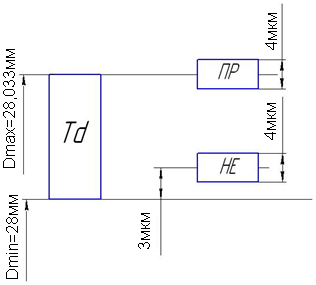
Рисунок 3 – Схема расположения полей допусков