

9.10 Ремонт вагонов-хопперов крытых для зерна
9.10.1 Перед постановкой вагона в ремонт кузов снаружи и внутри очищают от остатков груза, отслаивающихся покрытий, продуктов коррозии, обмывают, а при необходимости дезинфицируют.
9.10.2 Стойки, раскосы и подкосы с изгибом более 10 мм выправляют, имеющие трещины или излом ремонтируют сваркой с постановкой усиливающих накладок соответствующей конфигурации согласно требованиям п. 9.7.1.2 настоящего руководства.
9.10.3 Местные плавные вмятины на стойках, раскосах и подкосах кузова глубиной до 10мм на длине 200мм допускается оставлять без правки. Вмятины глубиной более 15мм выправляют.
9.10.4 Стойки, раскосы и подкосы, имеющие коррозионные повреждения не более 1/6 элементов толщины металла, допускается оставлять без ремонта. Коррозионные повреждения от 1/6 до 1/ 3 элементов толщины металла устраняют наплавкой. При повреждениях более 1/3 толщины металла элементы заменяет новыми.
9.10.5 Отсутствующие подножки, поручни, лестницы и детали их крепления восстанавливают. Дефектные сварные швы восстанавливают.
9.10.6 Пробоины, трещины, вмятины и выпучивания на обшивке глубиною более 15 мм не допускаются. Трещины длиной до 100мм заваривают. Трещины длиной от 100 до 500 мм заваривают с последующим усилением накладками с наружной стороны. Допускается на межстоечном проеме устранять не более двух таких трещин. Вмятины и выпучивания устраняют правкой. Острые кромки пробоин на листах обшивки срезают, ставят накладки с наружной стороны и обваривают двусторонним сварным швом. Допускается на межстоечном проеме устанавливать не более двух накладок площадью 0,3 м2 каждая.
9.10.7 Листы, обшивки, поврежденные коррозией более 1,5 мм по толщине, заменяют новыми. Допускается поврежденные коррозией более 1,5 мм, по толщине листа, участки листа обшивки удалять и на их место приваривать накладки, которые должны перекрывать отверстия не менее 30 мм по периметру. Накладки должны соответствовать профилю обшивки.
9.10.8 Допускаются местные коррозионные повреждения листов крыши не более 1мм по толщине. При коррозионных повреждениях от 1 до 1,5мм допускается ремонтировать листы крыши постановкой накладок на предварительно зачищенное поврежденное коррозией место. Листы крыши с коррозионными повреждениями более 1,5 по толщине заменяют новыми. На листе крыши допускается постановка не более двух накладок площадью 0,3м² каждая. Накладка должна перекрывать вырезанное дефектное место по краям не менее чем на 50 мм. Накладки должны соответствовать профилю листов крыши.
9.10.9 Листы крыши с прогибом внутрь кузова глубиной 15 мм на длине 200 мм допускается оставлять без ремонта. Листы крыши с прогибами более 15 мм ремонтируют правкой, не подлежащие правке вырезают и заменяют новыми. Крышу заменяют при прогибе листов более 50 мм.
9.10.10 Места установки разгрузочных люков осматривают, имеющие повреждения сварных швов восстанавливают.
9.10.11 Механизм запирания загрузочных люков осматривают, неисправный ремонтируют и оборудуют дополнительным устройством по проекту ПКБ ЦВ РП580.
9.10.12 Погнутые крышки загрузочных люков выправляют, с трещинами или выработками ремонтируют сваркой. Погнутые детали механизмов запирания выправляют, а имеющие износы более 2 мм восстанавливают до предельных размеров или заменяют новыми.
9.10.13 Все резьбовые соединения механизма запирания смазывают смазкой УС-1 ГОСТ 1033.
9.10.14 Крышки люков должны плотно закрываться, исключая возможность попадания влаги внутрь вагона.
9.10.15 Механизм разгрузки, приведенный на рисунке 30, снимают с вагона, разбирают, обмывают, проверяют техническое состояние деталей, определяют объем ремонта. Детали, имеющие трещины, ремонтируют сваркой, с изломами заменяют новыми, с износами более 2 мм восстанавливают наплавкой с последующей механической обработкой.
9.10.16 На крышке бункера устанавливают уплотнение специальной конфигурации, препятствующее проникновению влаги внутрь вагона. Материал уплотнения резина мягкой или средней твердости ГОСТ 14922-77, применяемая для интервала температур от -60 до +100°С.
9.10.17 При закрытых люках зазор между прокладкой и крышкой по периметру не допускается. Плотность регулируют после перехода рычажной системы за «мертвую точку» на 20±3 мм ( рисунки 29, 30).
9.10.18 При монтаже механизма разгрузки трущиеся части валов и осей смазывают смазкой УС-1 ГОСТ 1033.

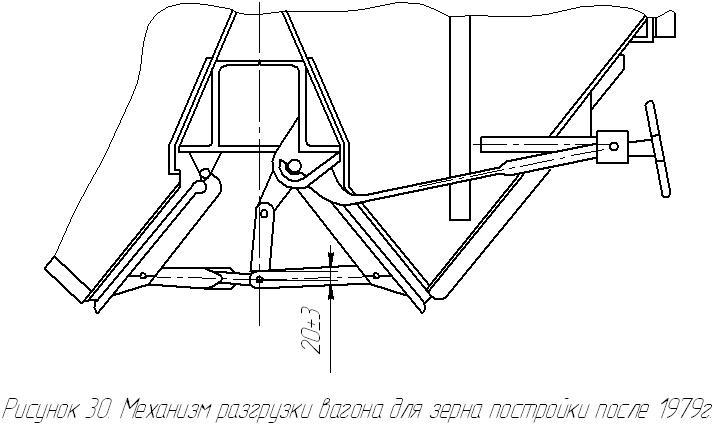
9.10.19 После установки и регулировки механизма разгрузки проверяют его работоспособность вращением штурвала, открывая и закрывая крышки. При этом в начале открывания и в конце закрывания в пределах от 4 до 6 оборотов усилие, прикладываемое к штурвалу, должно быть несколько большим. Винт должен вращаться легко, без заеданий. Регулировка механизма разгрузки (плотность прилегания крышек к днищу, переход осей распорок за «мертвую точку» на 20 ±3 мм) производится за счет изменения длин регулируемых распорки и муфты, которые закрепляются гайкой и стопорится шайбой.
9.10.20 Пробоины, трещины разгрузочных бункеров не допускаются. Трещины заваривают. Пробоины устраняют постановкой накладок толщиной 5 мм с наружной стороны и обваркой по периметру. Накладка должна перекрывать пробоину по краям не менее чем на 30 мм. На стенке бункера разрешается постановка не более одной накладки площадью 0,3 м2.
9.10.21 Верхнюю и нижнюю обвязки ремонтируют по п. 9.7.1.13. настоящего руководства.
9.10.22 Крышки ремонтируют по п. 9.7.2 настоящего руководства.
9.10.23 Трещины на лобовом листе концевой балки шириной не более 2 мм и длиной не более 100 мм заваривают без постановки накладки. Трещины на лобовом листе шириной более 2 мм и длиной более 100 мм, вырывы в местах постановки поручня сцепщика, пробоины устраняют сваркой с постановкой, накладок. Таким образом можно устранят не более двух дефектных мест на одном лобовом листе. Лобовой лист с трещиной или износом на расстояние не более 200 мм от наружного контура розетки автосцепки разрешается ремонтировать заменой поврежденной части с постановкой накладки на стык.
9.10.24 Трещины обвязки концевой балки менее 0,5 поперечного сечения элемента заваривают, а трещины более 0,5 поперечного сечения и изломы устраняют сваркой с последующим усилением накладкой. Таким образом, на одной концевой балке можно устранить одну трещину или излом.