

4.7 Герметизация в разъёмные корпуса с уплотнителями между крышкой и стенкой корпуса.
Обычно сам корпус выполняется из неорганических материалов, практически не пропускающих влагу (керамика, металл). Уплотнение при этом достигается действием остаточных упругих деформаций в уплотнителе. Используются металлические и резиновые уплотнители (рис. 4.5, а,б). Металлические уплотнители используются, если требуется электрический контакт между крышкой и стенкой корпуса.

а) б)
Рис. 4.5 Конструкция уплотнения с неметаллическими (а) и металлическими (б) прокладками.
Обеспечение герметичности выводов достигается специальным подбором сопрягаемых материалов.
Использование уплотнителя между крышкой и стенкой корпуса позволяет создавать разборную конструкцию. Благодаря этому возможен ремонт герметизируемого изделия без разрушения корпуса с последующей повторной герметизацией в тот же корпус. Этот процесс может быть повторён до тех пор, пока достаточна длина трубки для откачки воздуха из корпуса (конец трубки каждый раз после откачки воздуха расплавляют для создания герметичности).
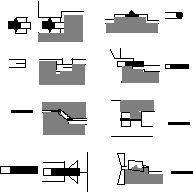
Резиновые уплотнители могут иметь круглую, прямоугольную, треугольную и др. форму сечения (рис. 4.6).






Рис. 4.6 Различные формы сечений резиновых уплотнителей.
Для уплотнителей круглого сечения можно использовать различные конструкции канавок, например с односторонним (рис. 4.7, а), угловым
(рис. 4.7, б), и двухсторонним (рис. 4.7, в) уплотнениями. При сжатии резиновый уплотнитель заполняет зазор. При использовании корпусов, не имеющих канавки для размещения в ней уплотнителя, невозможно достичь защиты от влаги.
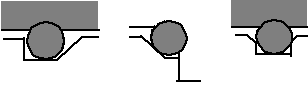
Рис. 4.7 Различные конструкции канавок для резиновых уплотнителей.
В тех случаях, когда для улучшения герметизации соединения требуется увеличить путь возможных протоков, форма уплотнителей может быть фасонной. Примеры таких уплотнителей приведены на рис. 4.8.






Рис. 4.8 Фасонные резиновые уплотнители.
Крестообразный уплотнитель (рис. 4.8,а) имеет четыре герметизирующих поверхности вместо двух у прокладок круглого сечения. Квадратный уплотнитель (рис. 4.8,б) имеет не только большую площадь герметизации, но и не склонен к скручиванию, в отличие от крестообразного. Однако при использовании квадратного уплотнителя хорошая герметизация может быть достигнута только при приложении высоких давлений. Там же, где использование высоких давлений невозможно, целесообразно применение уплотнителей треугольного сечения (рис. 4.8,в).
Резина (не пористая) практически несжимаема, при давлении 800 МН/м2 сжатие составляет около 3%. Температурный коэффициент расширения резины равен 500*10-6 град.-1, что почти в 40 раз больше, чем у стали.
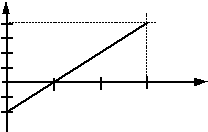
Действующая на герметизированные блоки температура также влияет на свойства материала уплотнителя. С понижением температуры упругость эластичных прокладок уменьшается, они твердеют, уменьшаются в объёме и уменьшают контактное давление. с повышением температуры опасно растут остаточные деформации. Пользуясь графиком, представленным на рис. 4.9 можно определить величину напряжения в заданном диапазоне температур эксплуатации.
t°C
 80
80
60
40
20
0
-20 40 80 120 МН/м
-40
Рис. 4.9 Зависимость остаточного напряжения в резине от температуры.
Примером резиновых шнуров для герметизации радиоэлектронной аппаратуры могут служить шнуры круглого, квадратного и прямоугольного сечений, размеры которых определяются ГОСТ 6467-69. В зависимости от назначения шнуры изготовляют из кислотощелочной, теплостойкой, морозостойкой, маслобензостойкой резины. Кислотощелочные резины сохраняют упругие свойства при воздействии растворов кислот и щелочей концентрацией до 20%, а также в среде воздуха, инертного газа, воды. диапазон рабочих температур -30 ¸ +50 °C. Теплостойкие шнуры предназначены для использования в аппаратуре, эксплуатируемой в диапазоне температур -30 ¸ +90°С, и сохраняют упругие свойства при воздействии водяного пара температурой до +40°С. Холодостойкие шнуры сохраняют свои свойства в диапазоне температур -45 ¸ +50°С. Маслобензостойкие шнуры не теряют упругих свойств при воздействии масла и бензина и сохраняют работоспособность в диапазоне температур -30 ¸ +50°С.
Стандартом определены следующие размеры шнуров:
Диаметр круглого и сторона квадратного сечения 2.0; 2.5; 3.0; 4.0; 5.0; 6.0; 8.0; 10.0; 12.0; 16.0; 20.0; 25.0 мм;
Соотношение высоты и ширины шнуров прямоугольного сечения выбирают из таблицы 4.2.
Таблица 4.2 Стандартные значения высоты и ширины герметизирующих резиновых шнуров.
|
Высота, |
Ширина, мм. | ||||||
|
мм. |
6.0 |
8.0 |
10.0 |
12.0 |
16.0 |
20.0 |
25.0 |
|
3.0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
4.0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
5.0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
6.0 |
- |
+ |
+ |
+ |
+ |
+ |
+ |
|
8.0 |
- |
- |
+ |
+ |
+ |
+ |
+ |
|
10.0 |
- |
- |
- |
+ |
+ |
+ |
+ |
|
12.0 |
- |
- |
- |
- |
+ |
+ |
+ |
Для обеспечения давления на прокладку крышку притягивают к корпусу винтами. Условием непроницаемости такого герметичного соединения является сохранение в течение всего времени эксплуатации контактного давления между крышкой, корпусом и резиновым уплотнителем. Величину этого давления рассчитывают с учетом марки резины, количества винтов, формы канавки и уплотнителя.
Для резины характерно свойство релаксации, т.е. постепенное падение внутреннего напряжения при неизменном значении деформации. то может привести к снижению герметичности соединения. Через 20 минут после стягивания крышки и корпуса внутреннее напряжение падает на 14%, через двое суток - на 25%, далее состояние прокладки постепенно стабилизируется. В связи с этим узел уплотнения с резиновой прокладкой следует подтягивать, т.о. процесс герметизации резиновым уплотнителем занимает около 2 суток.
Для улучшения качества герметизации резиновым уплотнителем его перед сжатием смазывают специальной смазкой - циатам. Величина сжатия, а также размеры прокладки и канавки должны соответствовать следующему условию (см. рис. 4.10): Bkk* Hkk = 1,15 Bпр *Нпр.
 Bпр
Bпр
Нпр
Hkk
Bkk
Рис. 4.10 Размеры уплотнителя до и после сжатия.
Для исключения влияния на изделие влаги из окружающей (см. п.4.1) среды, из корпуса после герметизации откачивают воздух и накачивают сухой инертный газ (гелий). Диаметр откачной трубки зависит от объёма корпуса следующим образом:
|
Объём корпуса, дм3 |
Диаметр откачной трубки |
|
0,8 ¸ 1,5 |
3 ... 6 мм |
|
< 0,8 |
1,6 ... 3 мм |
Откачная трубка делается из меди или латуни, после откачки её закрывают холодной сваркой и “откусывают” кончик.