

6.3 Пайка расплавлением дозированного припоя с инфракрасным нагревом.
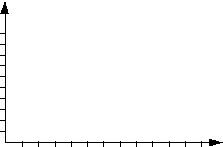
Процесс пайки компонентов, собранных на коммутационной плате, с помощью ИК-нагрева аналогичен пайке в ПГФ, за исключением того, что нагрев платы с компонентами производится не парами жидкости, а ИК-излучением. Основным механизмом передачи тепла в данном методе является излучение. Передача тепла излучением имеет большое преимущество перед теплопередачей за счет теплопроводности и конвекции, так как это единственный из механизмов теплопередачи, обеспечивающий передачу тепловой энергии по всему объему монтируемого устройства. Остальные механизмы теплопередачи обеспечивают передачу тепловой энергии только поверхности монтируемого изделия. В отличие от пайки в ПГФ, в процессе пайки с ИК-излучением скорость нагрева регулируется изменением мощности каждого излучателя и скорости движения транспортера с коммутационными платами. Поэтому термические напряжения в компонентах и платах могут быть снижены посредством постепенного нагрева микросборок (рис.6).
Т,°С
300
 275
275
250
225
200
175
150
125
100
75
50
20 40 60 80 100 120140 160 180200 220 240 время, с
Рис. 6 Температурно-временной режим для пайки при
ИК-нагреве.
6.4 Другие методы пайки.
Менее распространенными методами пайки в ТПМК являются следующие:
Методы пайки расплавлением дозированного припоя с помощью а) нагретого приспособления, б) лазера. Эти методы используются в специальных случаях (как, например, лазерная пайка используется для пайки термочувствительных компонентов, компонентов с малым шагом выводов и в случаях, когда важны качество и надежность паянных соединений, а не производительность установки ).
6.5 Выбор метода пайки.
Для производства нашего устройства был выбран метод пайки в парогазовой фазе , как наиболее полно удовлетворяющий техническим требованиям при производстве нашего устройства.
7. Припойные пасты.
Припойные пасты, использовавшиеся ранее в производстве гибридных микросборок, были значительно улучшены применительно к технике поверхностного монтажа. Припойные пасты, как правило, представляют собой смесь мелкодисперсного порошка материала припоя со связующей жидкой основой. При этом содержание порошка припоя составляет приблизительно 88% от веса всей смеси ( обычно от 85 до 92% ). Довольно часто используются пасты 63/37, что означает содержание в составе материала припоя 63% олова и 37% свинца, и 62/36/2 - 62% олова, 36% свинца и 2% серебра, однако существует опасение, что присутствие в составе припоя добавки серебра способствует ускорению процесса выщелачивания серебра, входящего в состав материала выводов компонентов для поверхностного монтажа. Характеристики частиц материала припоя в припойной пасте оказывают существенное влияние на качество паяного соединения. Наиболее важным параметром является размер частиц припоя. Если припойная паста наносится методом трафаретной печати, рекомендуется применять припойную пасту, у которой максимальный размер частиц припоя составляет половину размера ячейки трафарета. Также важна форма частиц материала припоя. Использование частиц припоя сферической формы облегчает процесс трафаретной печати, а наличие частиц несферической формы может способствовать появлению загрязнений, затрудняющих процесс печати.
Наиболее распространенным припоем в монтажной пайке является оловянно-свинцовый припой ПОС-61. Его отличает узкий интервал кристаллизации, что способствует хорошему формированию паянных соединений в условиях быстрого охлаждения. Невысокая температура плавления позволяет делать навесной монтаж на платах из таких нетермостойких материалов, как гетинакс и травящийся диэлектрик многослойных плат, предупреждает термическое разрушение клеевого подслоя фольги на печатных шлейфах. Невысокая вязкость припоя позволяет использовать его для групповой пайки волной.
Так как в технологическом процессе монтажа платы УЭИП используется пайка волной припоя, то в качестве припоя был выбран припой ПОС-61(из-за максимальной его распространенности, приемлемой температуры пайки и невысокой вязкости).
Пайку экранирующей оплетки , ЭРЭ , а также временную запайку отверстий в печатных платах для сохранения ресурсов перепайки металлизированных отверстий рекомендуется производить припоями ПОСВ-33, ПОСВ-50. Эти же припои используют для лужения проводников.