

Глава 14. Применение микро-эвм в системах регулирования и управления
В предыдущих главах были рассмотрены общие сведения об архитектуре микропроцессорных систем, математические основы анализа и проектирования цифровых систем управления. Однако цифровым системам управления и в особенности микропроцессорным системам управления присущи физические ограничения, определяемые дискретными элементами. Например, если используется микропроцессор, то аппаратное обеспечение накладывает ограничения на частоту квантования, при этом скорость выполнения программы относительно мала. Другим ограничением цифровой системы управления и в особенности микропроцессорной системы является конечная длина слова, которая в большинстве микропроцессоров равна только 8 бит и реже – 16 бит.
14.1. Управляющие эвм
Непосредственной функцией управляющих цифровых ЭВМ является реализация алгоритмов решения задач, сформулированных пользователем, а задачей ее периферии сбор и регистрация исходных данных – значений параметров управляемого процесса, а также их обработка.
Режимы работы управляющих ЭВМ можно подразделить на: режим пакетной обработки и режим реального времени.
Расчеты экономического и научно-технического характера выполняются в основном в пакетном режиме, когда момент обработки данных, а также фактическое время выполнения расчетов не оказывают влияния на конечный результат.
В дальнейшем будет рассматриваться режим работы управляющих микроЭВМ в реальном времени. Систему обработки данных можно определить как систему, Получающую исходные данные, об рабатывающую их по соответствующей программе и выдающую полученные результаты с такой скоростью, которая обеспечивает своевременную реакцию системы на изменения, происходящие во внешней среде.
Время ответа Тауправляющей
ЭВМ должно приблизительно соответствовать
главной постоянной времени Т процесса,
которая приближенно определяется
временем регулированияТр.
Время регулированияТри
граничная частота (частота среза)fсрсвязаны между собой в соответствии с
теоремой Котельникова следующим
соотношением:![]()
При обеспечении стабилизации процесса и управления им управляющая ЭВМ и процесс могут непосредственно связываться за счет выхода ЭВМ в качестве прямого использования управляющего сиг-шла (рис. 14.1, а), либо составлять замкнутый контур (рис. 14.1. в). Если можно измерить помехи, оказывающие влияние на про-цecc, то их компенсируют специальной схемой, представленной на рис. 14.1,б. Управляющая ЭВМ может работать так же, как цифровой регулятор (рис. 14.1, в).
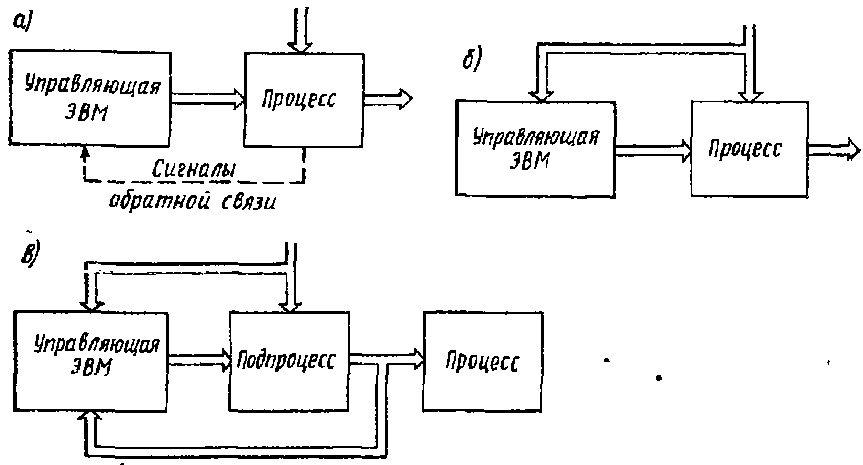
Рис. 14.1
Рассмотрим теперь несколько конкретных примеров управляющих микро-ЭВМ.
14.2. Использование микро-эвм для оптимизации резки катаной заготовки ножницами
При использовании блюмингов, обжимных прокатных станов, а также линий непрерывной прокатки полученный прокат необходимо разделить на части с минимумом остатков (рис. 14.2).
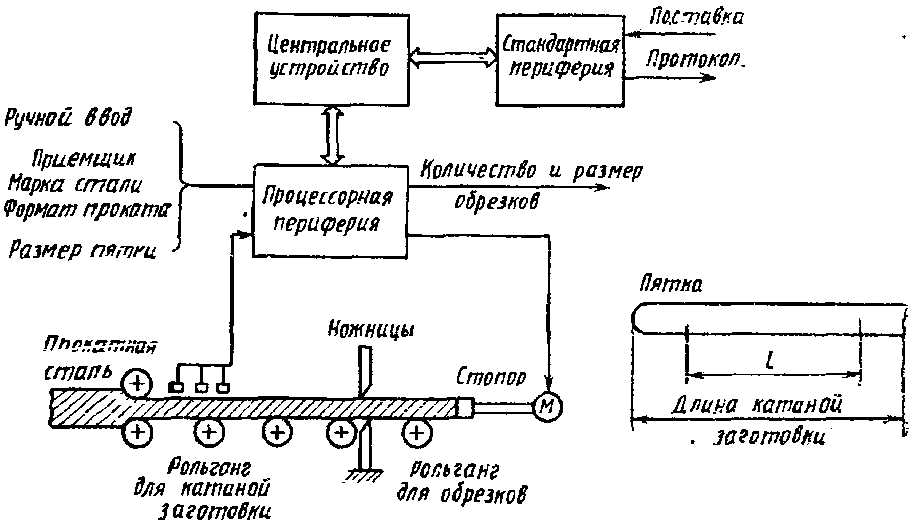
Рис. 14.2
Если же не учитывать (малые) потери при прокатке (например, за счет образования окалины), то можно считать, что общее количество материала при прокатке остается постоянным. Таким образом, отвальцованная длина зависит от допусков на входной материал и конечного сечения. Вследствие этого может иметь место значительное расхождение в длине заготовки, что при постоянной программе резки приводит к появлению различных по величине остатков проката. Целевая установка программы оптимизации резки заключается в том, чтобы разделить катаную заготовку после отрезания головки, снабженной усадочными раковинами и включениями, на куски стандартной длины по возможности без остатков. При этом следует учитывать появление обусловленных технологией остатков на конце проката (пятки заготовки). Таким образом, выполняются три задачи:
определение общей длины проката;
расчет количества отрезков и их размеров в области допустимых значений;
управление работой ножниц.
Технологический процесс для каждой заготовки начинается с измерения ее общей длины. Она определяется непосредственно до первого резания или в ходе прокатки без прерывания технологического процесса. В линиях непрерывного проката разделение прокатанного металла на части осуществляется в тот момент, когда он еще находится между стойками. В этом случае общую длину непосредственно измерить нельзя. Необходимые измерения осуществляются методом подсчета импульсов от фотодиодов, на основе чего ЭВМ рассчитывает общую длину. Результат расчета запоминается до появления сигнала начала разрезки заготовки ножницами. Заключительная резка заготовки осуществляется по нескольким длинам отрезков, которые учитываются измерительной системой. На их основе и рассчитывается общая длина.
Для оптимального разделения заготовки необходима следующая дополнительная информация о приемщике продукции; формате проката; марке стали; размере пятки заготовки.
Эти данные сообщаются оператором ножниц со своего пульта управления. Программа оптимизации запускается в вычислительной машине вручную по сообщению прерывания программы.
Статическое уравнение при разделе длины Lна постоянные отрезки стандартной длиныlпри использовании допусков:
![]()
![]() ,
,
где y– результирующая величина – число отрезков.l– постоянная стандартная длина,– допуск на резку,R– остаток,L– общая длина без потерь на обрезки.
В этом примере выходной величине
регулируемого подпроцесса соответствует
постоянная промышленная длина
![]() ;
помехами являются потери проката,
колебания допусков входного материала
и конечного сечения заготовки, а также
непостоянная длина обрезков, которая
влияет на общую длинуL. При оптимизации
по математической модели требуемое
измерение помех осуществляется в данном
примере изменением длины катаной
заготовки и обрезков. Для расчета
оптимальной стандартной длиныlобщая длинаLделится с учетом
соответствующих допусков на максимальную
и минимальную стандартные длины. Их
сравнение приводит к принятию решения
о возможности деления без остатков всей
длины катаной заготовки на конкретные
длины. Если это невозможно, то расчеты
выполняются с другим значением длиныl. Если
и в этом случае нет решения, то на остаток
можно наложить различные ограничения:
;
помехами являются потери проката,
колебания допусков входного материала
и конечного сечения заготовки, а также
непостоянная длина обрезков, которая
влияет на общую длинуL. При оптимизации
по математической модели требуемое
измерение помех осуществляется в данном
примере изменением длины катаной
заготовки и обрезков. Для расчета
оптимальной стандартной длиныlобщая длинаLделится с учетом
соответствующих допусков на максимальную
и минимальную стандартные длины. Их
сравнение приводит к принятию решения
о возможности деления без остатков всей
длины катаной заготовки на конкретные
длины. Если это невозможно, то расчеты
выполняются с другим значением длиныl. Если
и в этом случае нет решения, то на остаток
можно наложить различные ограничения:
последний кусок является остатком длиной больше стандартной;
последний кусок является остатком длиной меньше стандартной;
при выполнении серии последовательных расчетов катаная заготовка делится с учетом допусков на куски стандартной длины без остатка.
Фрагмент блок-схемы программы приведен на рис. 14.3.

Рис. 14.3
После получения оптимизационных расчетов начинает работать автоматический привод ножниц. Они осуществляют резку заготовки в соответствии с определенными значениями стандартной длины. Вначале выполняется сравнение действительной длины обрезков, полученной измерительной системой, с номинальным значением, после чего можно определить направление движения валков. При совпадении номинального и действительного значений движение заготовки прерывается.
Число и длина отрезанных заготовок учитывается и при необходимости используется для корректировки плана поставок.
Производственный контроль и учет более высокого уровня определяют длину отрезков по каждой заготовке и загрузке.