Содержание:
-
 Эскиз
листа
Эскиз
листа -
Перечень технологической оснастки
-
Основные положения по изготовления листа
-
Графическое определение контура
-
Предварительная правка листовой стали
-
Дробометная очистка листовой стали и грунтовка
-
Плазменно-дуговая резка на машинах с ЧПУ
-
Гибка на гидравлическом прессе
-
-
Последовательность изготовления листа
-
Карта технического контроля
2. Перечень технологической оснастки и инструмента
Перечень технологической оснастки и инструмента представлен в таблице 2
Таблица 2. Перечень технологической оснастки и инструмента
|
Оборудование |
Инструменты |
|
1.Пятиволковая правильная машина |
Шаблоны крайних, среднего шпангоута и продольной погиби |
|
2. Дробометная установка (дробометная камера, камера грунтовки) |
Рулетка |
|
3. Машина с ЧПУ "Кристалл" |
Нити |
|
4. Гидравлический пресс |
Уголок , чертилка |

3. Основные положения по изготовлению листа
 Технологические
операции по изготовлению листа можно
объединить в три следующие группы:
Технологические
операции по изготовлению листа можно
объединить в три следующие группы:
1. Очистка и обработка поверхности, включая нанесение знаков и линий, очистка поверхности от окалины, ржавчины, грунтовка и пассирование для защиты от атмосферной коррозии, разметка линий для последующей обработки, маркировка.
2. Резка и обработка кромок, включая выполнение фигурных надрезов с края и отверстий по полю.
3. Изменение формы- гибка
3.1. Графическое определение контура
Производится на масштабном плазе (см. Рисунок 1).
3.2. Предварительная правка листовой стали
Правка состоит в пропускании листа между двумя рядами вращающихся валиков, которые многократно его изгибают (рисунок 2). При изгибе сжатые волокна пластически растягиваются и принимают такую же длину, что и волокна вне района натяга, вследствие чего лист правится в продольном направлении. Правка в поперечном направлении ведется при помощи прокладок, которые последовательно укладываются вдоль на натянутые районы листа в процессе его вальцовки. В местах, где уложены прокладки, натянутые волокна металла под воздействием сжимающих усилий, направленных нормально к поверхности, растягиваются и достигают той же длины, что и остальные. В качестве прокладок используются тонкие полосы из мягкой стали шириной 200-250 мм. Листоправильные вальцы имеют от 5 до 17 рабочих валиков. Листы более 6 мм правят на 5-7 валиковых вальцах. Листоправильные вальцы имеют неподвижные рабочие валки нижнего ряда. Верхние рабочие валки расположены на подвижной раме. Прогиб валков при вальцовке устраняется промежуточными опорами в виде роликов. Для предотвращения изгиба листов при выходе из вальцов имеются два вспомогательных валика. Для устранения провисания листа в процессе правки и облегчения ввода его между валками устанавливаются рольганги.
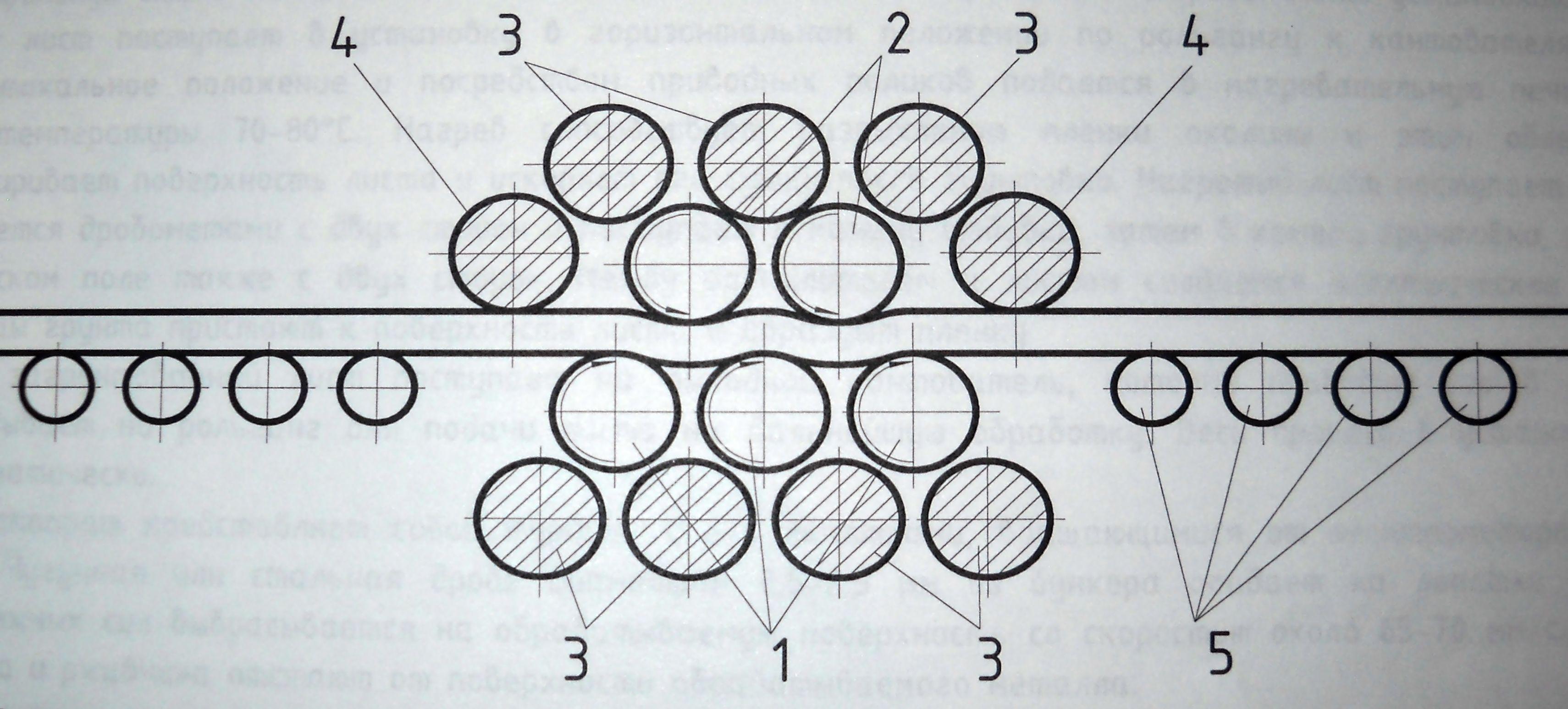
1-нижние рабочие валки
2-верхние рабочие валки
3-опорные ролики
4-вспомогательные валки
5-ролики рольганга
Рисунок 2. Схема правки листов на пятивалковой правильной машине