

2.3 Конструкция зубчатых колес
2.3.1 Зубья шестерен обеих ступеней нарезаны на входном и промежуточном валах.
2.3.2 Конструкции колес показаны на рисунке 2.2, размеры их даны в таблице 2.3 [7, c.62 и 69] или [9, c.44 и 49]
Производство
мелкосерийное, da2Б
и da2Т
500
мм,
заготовки колес–поковки.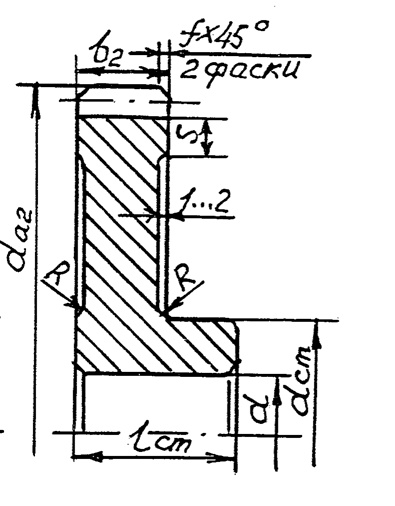
рисунок 2.2
Рисунок 2.2 – Конструкции колес
Таблица 2.3 – Размеры колес в соответствии с рисунком 2.2
|
Наименование размера |
Рекомендации |
Размер колеса, мм | |
|
цилиндрическ. быстроходной ступению |
цилиндрическ. тихоходной ступени | ||
|
1 Диаметр вершинda2 |
расчет |
244,08 |
236,89 |
|
2 Ширина венца b2 |
расчет |
22 |
45 |
|
3 Диаметр вала d |
расчет |
32 |
55 |
|
4 Диаметр ступицы dСТ |
(1,5...1,55) d |
49 |
84 |
|
5 Длина ступицы lСТ |
(0,8...1,2) d |
29 |
53 |
|
6 Толщина обода S |
2,2m + 0,05 b2 0 = 0,7 S |
4,4 3,4 |
6,65 5,1 |
|
7 Толщина диска C |
0,5S + 0,25(dст–d) 0,25 b2 |
6,7 |
11,25 |
|
8 Фаска f |
(0,5...0,6)mn |
0,8 |
1 |
|
9 Радиус R |
R 6 |
6 |
6 |
2.4 Конструктивные элементы редуктора
Выпуск привода мелкосерийный, способ получения заготовок корпуса и крышки редуктора – сварка. Материал – сталь ст3 ГОСТ 380–94.
В таблице 2.4 приведены размеры основных элементов редуктора, которые использованы на чертежах, по рекомендациям [7].
2.5 Смазка зацеплений и подшипников
Быстроходная ступень: vБ = 1,89 м/с; H = 492 МПа,
Тихоходная ступень: vТ = 0,37 м/с, H = 714 МПа.
Таблица 2.4 – Размеры элементов редуктора
|
Наименование размера |
Обоз-наче- ние |
Рекомендации источников |
Величина, мм |
Приме-чание |
|
Толщина стенки |
|
|
|
|
|
– литого корпуса |
|
1,3(TT)0,25 6 |
6,1 |
[7,c.257] |
|
– литой крышки |
1 |
0,9 6 |
6 |
|
|
– сварного корпуса |
С |
0,8 |
5 |
|
|
– сварной крышки |
С1 |
0,81 |
5 |
|
|
2 Толщины : |
|
|
|
|
|
– фланца корпуса |
S |
1,5C |
7,5 |
|
|
– фланца крышки |
S1 |
1,5C1 |
7,5 |
|
|
– опорных лап |
S3 |
2,35C |
11,75 |
|
|
– ребер жесткости |
S4 |
(0,9...1)C1 |
5 |
|
|
3 Зазоры: между колесами и стенкой |
|
L 0,5dа2т + aW + + 0,5da2б |
381 |
[7, c.46] |
|
– по диаметрам |
1 |
L1/3 + 3 |
11 |
[7, c.45] |
|
– по торцам |
2 |
2 = 1 |
11 |
[7, c.46] |
|
– между z2Б и дном |
3 |
41 |
44 |
[7, c.45] |
|
4 Выступы валов за пределы корпуса |
4 |
(0,6...0,8) 1 |
6,6...8,8 |
[7, c.50] |
|
5 Диаметры винтов крепления: |
|
|
|
|
|
– крышки редуктора к корпусу |
d1 |
1,25 TT1/3 10 |
10 |
с. 27 |
|
– лапы к раме |
d2 |
1,25 d1 |
12 |
[7, c.267] |
|
– число винтов d2 |
z |
при awT 315 мм |
4 |
awT = 140 |
|
– крышки и стакана к корпусу |
d3 |
DП = 85 мм |
8 |
[7, c.147] |
|
– крышки смотрового люка |
d4 |
0,5...0,6) d1 6 |
6 |
|
|
6 Диаметр штифтов |
dШ |
(0,7...0,8) d1 |
8 |
[7, c.266] |
|
7 Ширина : – фланца корпуса и |
|
|
|
|
|
бобышек подшипников |
К1 |
2,1 d1 |
21 |
[7, c.264] |
|
– опорной лапы |
К2 |
(2,3...2,5) d2 |
34,5…37,5 |
d0 =15 |
|
8 Расстояние от края до оси винтов: – d1 – d2 – d3 |
C1 C2 C3 |
1,05 d1 (1,1..1,2) d0 (1,0...1,2) d3 |
10,5 16,5…18 6…7,2 |
[7, c.264] [7, c.268] [7, c.148] |
|
9 Диаметр фланца стакана и крышки |
DФ |
Dп + (6...6,4) d3 |
98…100,4 |
[7. c.148] |
|
10 Высота центров |
h |
0,5da2+3+С+S3 |
182,75 |
h aW |
|
Примечания DП – диаметр наружного кольца подшипника: предварительно для подшипника K1 = 2,1d1 – для винтов с круглой головкой. | ||||
При скоростях v = 0,3...12,5 м/с [7,c.172] применяют картерную смазку окунанием зацеплений.
Наименьшой глубиной погружения колес вцилиндрическом редукторе принимают глубину, равную двум модулям. Принимаем глубину погружения тихоходного колеса 6m.
Высота уровня масла в картере редуктора:
hм = h + 3 · m – daТ/2 = 182,75 +6·2-236,89/2 = 76,305мм.
Фактический объем масла в картере редуктора V = Lвн Ввн hM =
= 41317376,305 = 4,8106 мм3 или V = 4,8 л Vmin , где Lвн, Ввн – внутрен-ние длина и ширина корпуса редуктора из его чертежа.
Требуемая кинематическая вязкость масла [7, c.173] при Н (600…1000) МПа и vТ = 0,36 м/с = 60 мм2/с (при t 0 = 40 0). Рекомендуемая марка масла И-Г-А-68 ГОСТ 20799–88.
Смазка подшипников при v 1 м/с (у нас vБ = 1,89) [7, c.175] разбрызги–
ванием.
Выходные концы валов закрыты манжетными уплотнениями –го типа по
ГОСТ 8752–79.
Для герметизации плоскость разъема крышки и корпуса перед окончатель
ной сборкой должна быть покрыта тонким слоем герметика УТ–34 ГОСТ 24285–80.