

Отчет по практике / Отчет по практике
.docxО компании и структура предприятия
ОАО ”Минскдрев” ГПО "Минскстрой" является крупнейшим предприятием по изготовлению столярно-строительных изделий в Республике Беларусь, имеет возможность комплектовать жилые дома, производственные и общественные здания своей продукцией в любых объемах. Вся продукция прошла сертификацию и соответствует принятым в РБ и РФ стандартам качества по воздухопроницаемости, звуко- и теплоизоляции, нормам пропуска света. Надежность и качество обеспечивается соблюдением всех этапов технологического процесса с использованием современных материалов и фурнитуры. Пиломатериал применяется сухой, влажностью не более 9%, клееный по длине и толщине, что позволяет избавиться от природных недостатков древесины. Отделка производится материалами на акриловой основе устойчивыми к атмосферным воздействиям и перепадам температуры. Фурнитура отечественных и иностранных производителей надежная, долговечная и удобная в эксплуатации. Вся продукция полной заводской готовности, упакованная в полиэтиленовую пленку. Виды выпускаемой продукции ОАО "Минскдрев":
-
Оконные блоки раздельной конструкции окрашенные (стекло, стеклопакет)
-
Оконные блоки одинарной конструкции окрашенные с поворотным или поворотно-откидным устроиством (духкамерный стеклопакет)
-
Балконные блоки раздельной конструкции окрашенные (стекло, стеклопакет)
-
Балконные блоки одинарной конструкции окрашенные (духкамерный стеклопакет)
-
Дверные блоки окрашенные
-
Дверные блоки облицованные шпоном
-
Дверные блоки облицованные панелями HDF
-
Доска пола
-
Обшивка
-
Плинтус
-
Наличник
-
Доска подоконная
-
Брусок
-
Брус
-
Доска обрезная
-
Доска необрезная
ОАО "Минскдрев" осуществляет поставку строительным организациям г.Минска, сотрудничает со строительными фирмами Республики Беларусь, Российской Федерации, Республики Польша, Германии, Бельгии. ОАО "Минскдрев" имеет следующую структуру:
-
Головное предприятие (ул. Социалистическая, 20) занимается лесопилением, изготавливает оконные блоки, балконные двери.
-
Филиал №1 (ул. Захарова, 87) изготавливает оконные блоки и детали профильные.
-
Филиал №2 (ул. Минина, 3) изготавливает оконные блоки и дверные блоки.
-
Филиал №3 (ул. Кальварийская, 21) изготавливает дверные блоки.
-
Филиал №4 (пр-т. Партизанский, 77А) изготавливает зеркала, мебель, стеклопакеты.
ОАО "Минскдрев" имеет магазин по реализации собственной продукции, находящийся по адресу: ул. Социалистическая 20. (тел. 291 30 08) Предлагаем все виды своей продукции, а также оказываем услуги по распилу и сушке лесоматериала заказчика. Мы рассмотрим различные предложения о сотрудничестве, способствующие продвижению нашей продукции на внутреннем и внешнем рынке.
Решение технологической задачи (теоретически)
Измеренные
данные:
 порода – сосна;
порода – сосна;

 размеры заготовки до обработки
размеры заготовки до обработки
 а = 55 мм; b
= 34 мм; l
= 2750 мм; T=420
мин; размеры заготовки после обработки
- а = 46 мм; b
= 28 мм; l
= 2750 мм; h
= 2 мм;
а = 55 мм; b
= 34 мм; l
= 2750 мм; T=420
мин; размеры заготовки после обработки
- а = 46 мм; b
= 28 мм; l
= 2750 мм; h
= 2 мм;

Решение
1)Расчет мощности резания
 ;
;
 ;
;
 ость
резания;
ость
резания;
2) Расчет КПД привода

где
 КПД ременной передачи, равное 0,94;
КПД ременной передачи, равное 0,94; КПД двигателя, равное 0,85
КПД двигателя, равное 0,85
3) Расчет средней касательной силы резания

где
 средняя касательная сила резания;
средняя касательная сила резания;
 ость
резания;
ость
резания;
 скорость главного движения
скорость главного движения
4)Расчет скорости главного движения

где
 диаметр
фрезы;
диаметр
фрезы;
 вращения фрезы;
вращения фрезы;
5) Расчет частоты вращения фрезы

где
U передаточное
число; n
– частота вращения электродвигателя;
n1
передаточное
число; n
– частота вращения электродвигателя;
n1
 частота вращения фрезы; d1
– диаметр ведущего шкива; d2
– диаметр ведомого шкива;
частота вращения фрезы; d1
– диаметр ведущего шкива; d2
– диаметр ведомого шкива;
6) Найдем среднюю касательную силу на нож

где
 ножа;
ножа;
 длинна
контакта;
длинна
контакта;
7) Расчет шага ножа

где
 число ножей;
число ножей;
 диаметр
фрезы;
диаметр
фрезы;
8)Расчет длинны контакта

где h – толщина снимаемого слоя;
9)Найдем коэффициент затупления ножа

где
 начальный радиус затупления ножа;
начальный радиус затупления ножа;
10)Расчет


где T – время работы станка;
11) По фоpмуле (7.36) рассчитаем единичную фиктивную силу по задней поверхности:
p=0,16+0,0036* =0,4+0,0036*9,09=0,193
кГ/мм = 1,93 H/мм
=0,4+0,0036*9,09=0,193
кГ/мм = 1,93 H/мм
12) Найдем кинематический угол встречи и угол перерезания волокн

13) По формуле (7.38а) рассчитаем фиктивное среднее условное давление резания на передней поверхности зуба

14) Расчет подачи на нож

где b – ширина фрейзерования
15) Расчет скорости подачи

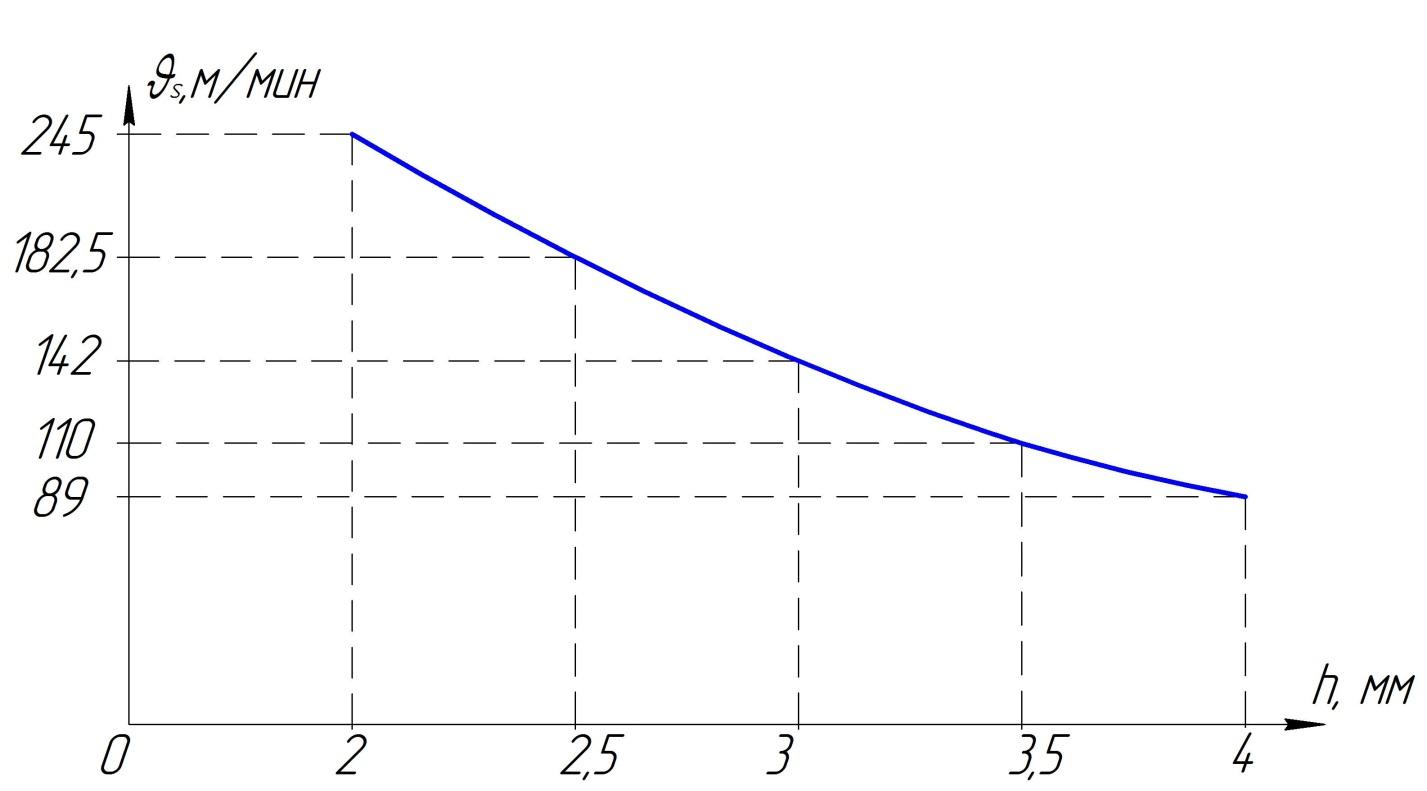
16) Построение графика скорости подачи по мощности




Расчет подачи на нож




Расчет средней касательной силы на нож




Расчет длинны контакта




Расчет коэффициента затупления ножа




Расчет





Найдем синус кинематического угла встречи

Расчет скорости подачи практически
Будем мерить скорость подачи косвенным методом
Дано:
t1
=
20 c;
t2
=
19 c;
t3
=
22 c;
t4
=
20 c;
t5
=
21 c;






 ;
;
Найдем подачу на нож

Найдем толщину стружки

Вывод: практические и теоретические значения скоростей подачи не совпадают т.к. мы не учитывали потери мощности на кинематику.
Рекомендация по усовершенствованию технологического процесса:
Рекомендую увеличить скорость подачи, т.к. при такой скорости подачи получается микростружка и следовательно затупление ножа будет быстрей. Если увеличить скорость подачи на максимум что может станок, то качество все равно останется такое же.
