

1. Н. Д.Титов, ю.А. «Машиностроение», 1974. 472 с.
Степанов Технология литейного производства. М.
Литье в кокиль
СУЩНОСТЬ ПРОЦЕССА. ОСНОВНЫЕ ОПЕРАЦИИ. ОБЛАСТЬ ИСПОЛЬЗОВАНИЯ
Кокиль - металлическая форма, которая заполняется расплавом под действием гравитационных сил. В отличие от разовой песчаной формы кокиль может быть использован многократно. Таким образом, сущность литья в кокили состоит в применении металлических материалов для изготовления многократно используемых литейных форм, металлические части которых составляют их основу и формируют конфигурацию и свойства отливки.
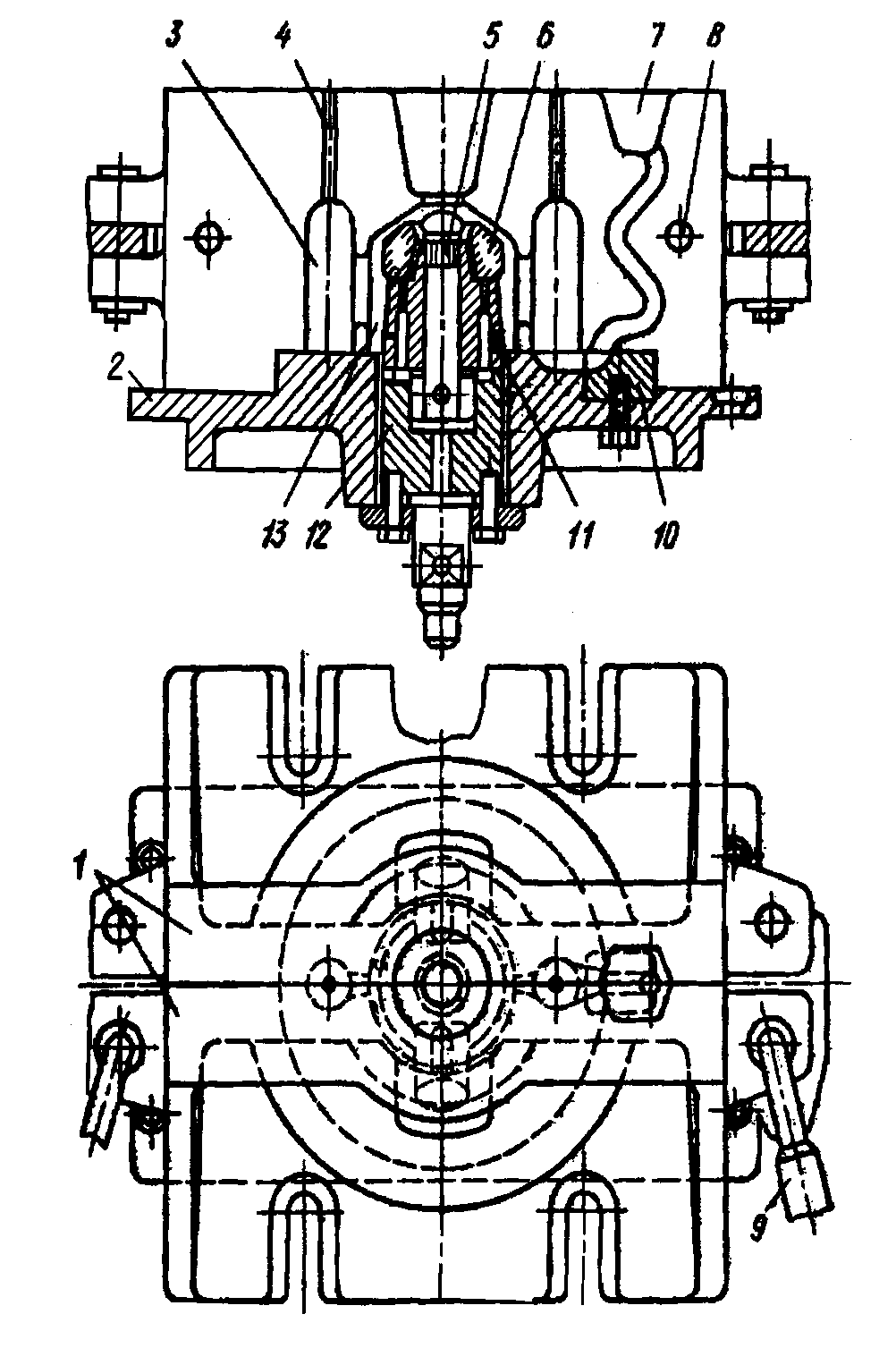
Кокиль рис. обычно состоит из двух полу форм 1, плиты 2, вставок 10. Полуформы взаимно центрируются штырями 8, и перед заливкой их соединяют замками 9. Размеры рабочей полости 13 кокиля больше размеров отливки на величину усадки сплава. Полости и отверстия в отливке могут быть выполнены металлическими 11 или песчаными 6 стержнями, извлекаемыми из отливки после ее затвердевания и охлаждения до заданной температуры. Расплав заливают в кокиль через литниковую систему 7, выполненную в его стенках, а питание массивных узлов отливки осуществляется из прибылей (питающих выпоров) 3. При заполнении кокиля расплавом воздух и газы удаляются из его рабочей полости через вентиляционные выпоры 4, пробки 5, каналы 12, образующие вентиляционную систему кокиля. Основные элементы кокиля - полуформы, плиты, вставки, стержни т. д.- обычно изготовляют из чугуна или стали. Выше рассмотрен кокиль простой конструкции, но в практике используют кокили различных, весьма сложных конструкций.
Основные операции технологического процесса. Перед заливкой расплава новый кокиль подготовляют к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, масла; проверяют легкость перемещения подвижных частей, точность их центрирования, надежность крепления. Затем на поверхность рабочей полости и металлические стержней наносят слой огнеупорного покрытия облицовки и краски. Состав облицовок и красок зависит в основном от заливаемого сплава, а их толщина - от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка. Вместе с тем слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, расплавлении и схватывании с металлом отливки. Таким образом, облицовки и краски выполняют две функции: защищают поверхность кокиля от резкого нагрева и схватывания с отливкой и позволяют регулировать скорость охлаждения отливки, а значит, и процессы ее затвердевания, влияющие на свойства металла отливки. Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горелками или электрическими нагревателями до температуры 423 - 453 К. Краски наносят на кокиль обычно в виде водной суспензии через пульверизатор. Капли водной суспензии, попадая на поверхность нагретого кокиля, испаряются, а огнеупорная составляющая ровным слоем покрывает поверхность.
После нанесения огнеупорного покрытия кокиль нагревают до рабочей температуры, зависящий в основном от состава заливаемого сплава, толщины стенки отливки, ее размеров, требуемых свойств. Обычно температура нагрева кокиля перед заливкой 473 - 623 К. Затем в кокиль устанавливают песчаные или керамические стержни, если таковые необходимы для получения отливки; половины кокиля соединяют и скрепляют специальными зажимами, а при установке кокиля на кокильной машине с помощью ее механизма запирания, после чего заливают расплав в кокиль. Часто в процессе затвердевания и охлаждения отливки, после того как отливка приобретет достаточную прочность, металлические стержни <подрывают>, т.е. частично извлекают из отливки до ее извлечения из кокиля. Это делают для того, чтобы уменьшить обжатие усаживающейся отливкой металлического стержня и обеспечить его извлечение отливки. После охлаждения отливки до заданной температуры кокиль раскрывают, окончательно извлекают металлический стержень и удаляют отливку из кокиля. Из отливки выбивают песчаный стержень, обрезают литники, прибыли, выпоры, контролируют качество отливки. Затем цикл повторяется.
Перед повторением цикла осматривают рабочую поверхность кокиля, плоскость разъема. Обычно огнеупорную краску наносят на рабочую поверхность кокиля 1-2 раза в смену, изредка восстанавливая ее в местах, где она отслоилась от рабочей поверхности. После этого при необходимости, что чаще бывает при литье тонкостенных отливок или сплавов с низкой жидкотекучестью, кокиль подогревают до рабочей температуры, так как за время извлечения отливки и окраски рабочей поверхности он охлаждается. Если же отливка достаточно массивная, то, наоборот, кокиль может нагреваться ее теплотой до температуры большей, чем требуемая рабочая, и перед следующей заливкой его охлаждают. Для этого в кокиле предусматривают специальные системы охлаждения.
Как видно, процесс литья в кокиль - малооперационный. Манипуляторные операции достаточно просты и кратковременны, а лимитирующей по продолжительности операцией является охлаждение отливки в форме до заданной температуры. Практически все операции могут быть выполнены механизмами машины или автоматической установки, что является существенным преимуществом способа, и, конечно, самое главное - исключается трудоемкий и материалоемкий процесс изготовления формы: кокиль используется многократно.
Особенности формирования и качество отливок. Кокиль - металлическая форма, обладающая но сравнению с песчаной значительно большей теплопроводностью, теплоемкостью, прочностью, практически нулевыми газопроницаемостью и газотворностью. Эти свойства материала кокиля обусловливают рассмотренные ниже особенности его взаимодействия с металлом отливки.
1. Высокая эффективность теплового взаимодействия между отливкой и формой: расплав и затвердевающая отливка охлаждаются в кокиле быстрее, чем в песчаной форме, т.е. при одинаковых гидростатическом напоре и температуре заливаемого расплава заполняемость кокиля обычно хуже, чем песчаной формы. Это осложняет получение в кокилях отливок из сплавов с пониженной жидкотекучестью и ограничивает минимальную толщину стенок и размеры отливок. Вместе с тем повышенная скорость охлаждения способствует получению плотных отливок с мелкозернистой структурой, что повышает прочность и пластичность металла отливок. Однако в отливках из чугуна, получаемых в кокилях, вследствие особенностей кристаллизации часто образуются карбиды, ферритографитная эвтектика, отрицательно влияющие на свойства чугуна: снижается ударная вязкость, износостойкость, резко возрастает твердость в отбеленном поверхностном слое, что затрудняет обработку резанием таких отливок и приводит к необходимости подвергать их термической обработке (отжигу) для устранения отбела.
2. Кокиль практически неподатлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение ее из формы, может вызвать появление внутренних напряжений, коробление и трещины в отливке.
Однако размеры рабочей полости кокиля могут быть выполнены значительно точнее, чем песчаной формы. При литье в кокиль отсутствуют погрешности, вызываемые расталкиванием модели, упругими и остаточными деформациями песчаной формы, снижающими точность ее рабочей полости и соответственно отливки. Поэтому отливки в кокилях получаются более точными. Точность отливок в кокилях обычно соответствует 12 - 15-ам квалитетам по СТ СЭВ 145 - 75. При этом точность по 12-му квалитету возможна для размеров, расположенных в одной части формы. Точность размеров, расположенных в двух и более частях формы, а также оформляемых подвижными частями формы, ниже. Коэффициент точности отливок по массе достигает 0.71, что обеспечивает возможность уменьшения припусков на обработку резанием.
3. Физико-химическое взаимодействие металла отливки и кокиля минимально, что способствует повышению качества поверхности отливки. Отливки в кокиль не имеют пригара. Шероховатость поверхности отливок определяется составами облицовок и красок, наносимых на поверхность рабочей полости формы, и соответствует Rz=80-18 мкм, но может быть и меньше.
4. Кокиль практически газонепроницаем, но и газотворность его минимальна и определяется в основном составами огнеупорных покрытий, наносимых на поверхность рабочей полости. Однако газовые раковины в кокильных отливках - явление не редкое. Причины их появления различны, но в любом случае расположение отливки в форме, способ подвода расплава и вентиляционная система должны обеспечивать удаление воздуха и газов из кокиля при заливке. Эффективность производства и область применения. Эффективность производства отливок в кокиль, как, впрочем, и других способов литья, зависит от того, насколько полно и правильно инженер-литейщик использует преимущества этого процесса, учитывает его особенности и недостатки и условиях конкретного производства. Ниже приведены преимущества литья в кокиль на основе производственного опыта.
1. Повышение производительности труда в результате исключения трудоемких операций смесеприготовления, формовки, очистки отливок от пригара. Поэтому использование литья в кокили, по данным различных предприятий, позволяет в 2 - 3 раза повысить производительность труда в литейном цехе, снизить капитальные затраты при строительстве новых цехов и реконструкции существующих за счет сокращения требуемых производственных площадей, расходов на оборудование, очистные сооружения, увеличить съем отливок с 1 м2 площади цеха.
2. Повышение качества отливки, обусловленное использованием металлической формы, повышение стабильности показателей качества: механических свойств, структуры, плотности, шероховатости, точности размеров отливок.
3. Устранение или уменьшение объема вредных для здоровья операций выбивки форм, очистки отливок от пригара, их обрубки, общее оздоровление и улучшение условий труда, меньшее загрязнение окружающей Среды.
4. Механизация и автоматизация процесса изготовления отливки, обусловленная многократностью использования кокиля. Для получения отливок заданного качества легче осуществить автоматическое регулирование технологических параметров процесса. Автоматизация процесса позволяет улучшить качество отливок, повысить эффективность производства, изменить характер труда литейщика-оператора, управляющего работой таких комплексов.
Недостатки литья в кокиль:
1. Высокая стоимость кокиля, сложность и трудоемкость его изготовления.
2. Ограниченная стойкость кокиля, измеряемая числом годных отливок, которые можно получить в данном кокиле. От стойкости кокиля зависит экономическая эффективность процесса.
3. Сложность получения отливок с поднутрениями, для выполнения которых необходимо усложнять конструкцию формы - делать дополнительные разъемы, использовать вставки, разъемные металлические или песчаные стержни.
4. Неподатливый кокиль приводит к появлению в отливках напряжений, а иногда к трещинам.
Этот способ литья применяют, как правило, в серийных и массовых производствах.
Эффективность литья в кокиль обычно определяют в сравнении с литьем в песчаные формы. Экономический эффект достигается благодаря устранению формовочной смеси, повышению качества отливок, их точности, уменьшению припусков на обработку, снижению трудоемкости очистки и обдувки отливок, механизации и автоматизации основных операций и, как следствие, повышению производительности и улучшению условий труда.
Литье в кокиль следует отнести к трудо - и материалосберегающим, малооперационным и малоотходным технологическим процессам, улучшающим условия труда в литейных цехах и уменьшающим вредное воздействие на окружающую среду.
Классификация конструкций кокилей. В зависимости от расположения поверхности разъема кокили бывают: неразъемные, с вертикальной плоскостью разъема, с горизонтальной плоскостью разъема, со сложной поверхностью разъема.
Неразъемные, или вытряхные, кокили применяют, когда конструкция отливки позволяет удалить из плоскости кокиля без его разъема.
Кокили с вертикальной плоскостью разъема состоят из двух и более полуформ. Отливка может располагаться целиком в одной из половин кокиля, в двух половинах кокиля, одновременно в двух половинах кокиля и в нижней плите.
Кокили с горизонтальным разъемом применяют преимущественно для простых по конфигурации, а также крупногабаритных отливок.
Кокили со сложной (комбинированной) поверхностью разъема используют для изготовления отливок сложной конфигурации.
В зависимости от способа охлаждения различают кокили с воздушным, жидкостным и с комбинированным охлаждением. Воздушное охлаждение используют для малотеплонагруженных кокилей. Водяное охлаждение используют обычно для высокотехнагруженных кокилей, а также для повышения скорости охлаждения отливки или ее отдельных частей.
К основным конструктивным элементам кокилей относят:
Формообразующие элементы - половины кокилей, нижние плиты, вставки, стержни, конструктивные элементы - выталкиватели, плиты выталкивателей, запирающие механизмы, системы нагрева и охлаждения кокиля и отдельных его частей, вентиляционную систему, центрирующие штыри и втулки.
Корпус кокиля или его половины выполняют коробчатыми, с ребрами жесткости. Толщина стенки кокиля зависит от состава заливаемого сплава и его температуры, размеров и толщины стенки отливки, материала, из которого изготовляется кокиль, конструкции кокиля. Толщина стенки кокиля должна быть достаточной, чтобы обеспечить заданный режим охлаждения отливки, достаточную жесткость кокиля и минимальное его коробление при нагреве теплотой залитого расплава, стойкость против растекания.
Стержни в кокилях могут быть песчаными и металлическими. Песчаные стержни для кокильных отливок должны обладать пониженной газотворностью и повышенной поверхностной прочностью. Первое требование обусловлено трудностями удаления газов из кокиля; второе - взаимодействием знаковых частей стержней с кокилем, в результате чего отдельные песчинки могут попасть в полость кокиля и образовать засоры в отливке. Стержневые смеси, и технологические процессы изготовления песчаных стержней могут быть различными.
Металлические стержни применяют, когда это позволяет конструкция отливки и технологические свойства сплава. Использование металлических стержней дает возможность повысить скорость затвердевания отливки, сократить продолжительность цикла ее изготовления. Однако при использовании металлических стержней возрастают напряжения в отливках, возможно появление трещин.
Вентиляционная система обеспечивает направленное вытеснение воздуха из кокиля расплавом. Для выхода воздуха используют открытые выпоры, прибыли, зазоры по плоскости разъема и между подвижными частями кокиля и специальные вентиляционные каналы. В местных углублениях формы при заполнении их расплавом могут образовываться воздушные мешки. В этих местах в стенке кокиля устанавливают вентиляционные пробки. При выборе места установки вентиляционных пробок необходимо учитывать последовательность заполнения формы расплавом.
Центрирующие элементы - контрольные штыри и втулки - предназначены для точной фиксации половин кокиля при его сборке. Обычно их количество не превышает двух. Их располагают в диагонально расположенных углах кокиля.
Запирающие механизмы предназначены для предотвращения раскрытия кокиля и исключения прорыва расплава по его разъему при заполнении, а также для обеспечения точности отливок.
Системы нагрева и охлаждения предназначены для поддержания заданного температурного режима кокиля. Применяют электрический и газовый обогрев. Первый используется для общего нагрева кокиля, второй более удобен для общего и местного нагрева.
Отливки из алюминиевых сплавов
Литейные свойства. Литейные алюминиевые сплавы разделяются на пять групп. Наилучшими литейными свойствами обладают сплавы 1 группы - силумины. Они имеют хорошую жидкотекучесть, небольшую (0.9-1%) линейную усадку, стойки к образованию трещин, достаточно герметичны. Эти сплавы склонны к образованию грубой крупнозернистой эвтектики в структуре отливки и растворению газов.
Сплавы 2 группы - медистые силумины. Эти сплавы обладают достаточно хорошими литейными свойствами и более высокой прочностью, чем силумины, менее склонны к образованию газовой пористости в отливках.
Сплавы 3-5 групп имеют худшие литейные свойства - пониженную жидкотекучесть, повышенную усадку (до 1.3%), склонны к образованию трещин, рыхлот и пористости в отливках. Получение отливок из этих сплавов требует строгого соблюдения технологии режимов, обеспечения хорошего заполнения формы, питания отливок при затвердевании.
Влияние кокиля на свойства отливок. Интенсивное охлаждение расплава отливок в кокиле увеличивает скорость ее затвердевания, что благоприятно влияет на структуру измельчения зерна твердого раствора, эвтектики и вторичных фаз. Структура силуминов, отлитых в кокиль, близка к структуре модифицированных сплавов; снижается опасность появления газовой и газоусадочной уменьшается вредное влияние железа и других примесей. Это позволяет допускать большое содержание железа в алюминиевых отливках, получаемых в кокилях, по сравнению с отливками в песчаные формы. Все это способствует повышению механических свойств отливок, их герметичности.
Кокили для литья алюминиевых сплавов применяют массивные, толстостенные. Такие кокили имеют высокую стойкость и большую тепловую инерцию: после нагрева до рабочей температуры они охлаждаются медленно.
Положение отливки в форме должно способствовать ее направленному затвердеванию: Тонкие части отливки располагают внизу, а массивные вверху, устанавливая на них прибыли и питающие выпоры.
Литниковая система обеспечивает спокойное, плавное поступление расплава в полость формы, надежное улавливание окисных пленок, шлаковых включений и предотвратить их образование в каналах литниковой системы и полости кокиля, способствовать направленному затвердеванию и питанию массивных узлов отливки.
Используют литноковые системы с поводом расплава сверху, снизу, сбоку, комбинированные и ярусные.
Для получения качественных отливок скорость движения расплава должна убывать от сечения стояка к питателю. Поэтому для отливок из алюминиевых сплавов применяют расширяющиеся литниковые системы с соотношением:
fc : fie : fn = 1 : 2 : 3 или 1:2:4,
где fc : fK : fn - площади поперечного сечения стояка, коллектора, питателя.
Для крупных (50 - 70 кг) и высоких (750 мм) отливок fc: fK: fn = 1 : 3 : 4 или 1:3:5.
Технологические режимы литья назначают в зависимости от свойств сплава, конфигурации отливки и предъявляемых к ней требований. Для регулирования скорости отвода теплоты от различных частей отливки толщину и свойства огнеупорных покрытий в различных частях кокиля часто делают различными. Для окраски в этих случаях используют трафареты. Поверхности каналов литниковой системы покрывают более толстым слоем красок с пониженной теплопроводностью, а поверхности прибыльных частей иногда оклеивают тонколистовым асбестом. Продолжительность выдержки отливки в кокиле назначают с учетом ее размеров и массы. Обычно отливки охлаждают в форме до температуры 650 К. Продолжительность охлаждения отливки, до температуры выбивки, определяют расчетом по специальным формулам и окончательно корректируют при доводке технологического процесса.
Литье в кокиль является одним из наиболее широко применяемых видов литья в настоящее время. Из-за автоматизации технологического процесса, литье в кокиль становится наиболее экономически выгодным при изготовлении больших партий отливок или начале серийного производство конкретной детали.
Штамповочные операции
ХОЛОДНАЯ ШТАМПОВКА
ХОЛОДНОЕ ВЫДАВЛИВАНИЕ
Обычно под холодной штамповкой понимают штамповку без предварительного нагрева заготовки. Для металлов и сплавов, применяемых при штамповке, такой процесс деформирования соответствует условиям холодной деформации.
Холодную штамповку можно подразделить на объемную штамповку (сортового металла) и листовую штамповку (листового металла). Такое подразделение целесообразно потому, что характер деформирования, применяемые операции и конструкции штампов для объемной и листовой штамповки значительно различаются между собой. Основные разновидности холодной объемной штамповки — холодное выдавливание, холодная высадка и холодная объемная формовка.
При холодном выдавливании заготовку помещают в полость, из которой металл выдавливают в отверстия, имеющиеся в рабочем инструменте. Выдавливание обычно выполняют на кривошипных или гидравлических прессах в штампах, рабочими частями которых являются пуансон и матрица. Различают прямое, обратное, боковое и комбинированное выдавливание.
При прямом выдавливании (рис. 3.36, а) металл вытекает в отверстие, расположенное в донной части матрицы 2, в направлении, совпадающем с направлением движения пуансона / относительно матрицы. Так можно получать детали типа стержней с утолщениями (болты, тарельчатые клапаны и т. п.). При этом зазор между пуансоном и цилиндрической частью матрицы, в которой размещается исходная заготовка, должен быть небольшой, чтобы металл не вытекал в зазор.
Если на торце пуансона (рис. 6, б) имеется стержень, перекрывающий отверстие матрицы до начала выдавливания, то металл выдавливается в кольцевую щель между стержнем и отверстием матрицы, В этом случае прямым выдавливанием можно получать детали-типа трубки с фланцем, а если исходная заготовка имела форму толстостенной чашечки, то и детали в виде стакана с фланцем.
Для весьма мягких, пластичных металлов (алюминиевые тубы со стенкой толщиной ОД—0,2 мм при диаметре тубы 20— 40 мм). Возможность получения столь больших степеней деформации обеспечивается тем, что пластическое деформирование при выдавливании происходит в условиях всестороннего неравномерного сжатия. Однако то же всестороннее сжатие приводит и к отрицательным явлениям. Чем больше степень деформации,
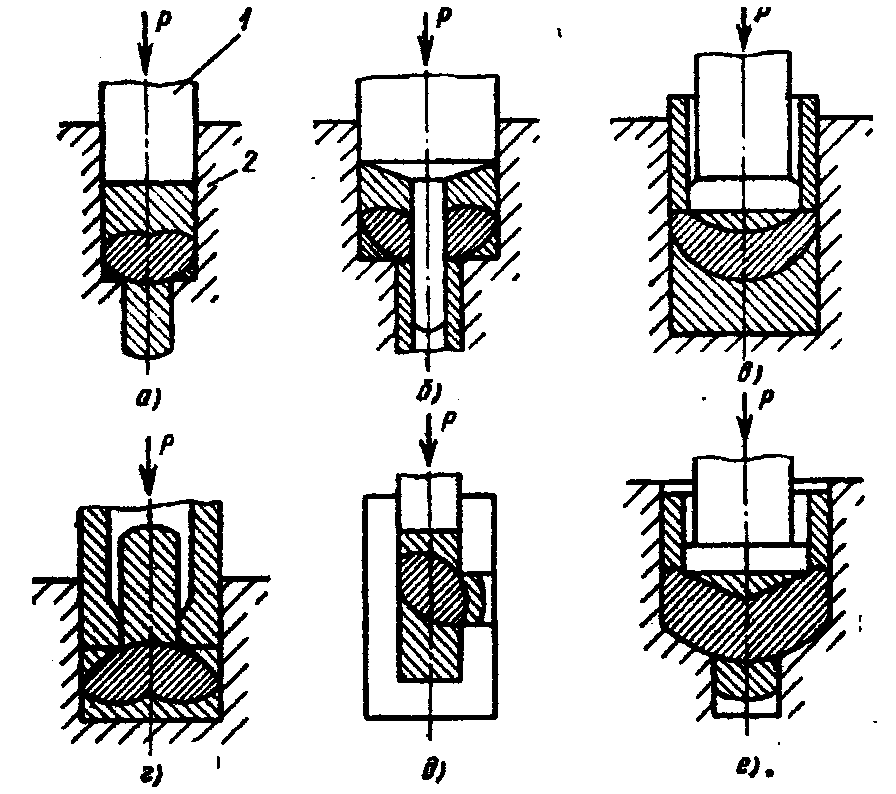
Рис. 6. Схемы выдавливания
.
Высокие удельные усилия выдавливания определяют достижимые степени деформации и сдерживают широкое применение этого процесса в производстве. Удельные усилия выдавливания изменяются в ходе деформирования и зависят от высоты подвергающейся деформированию части заготовки. При выдавливании пластическая деформация обычно охватывает не весь объем заготовки, а лишь часть его (см. рис. 6). До тех пор, пока высота очага деформации меньше, чем высота деформируемой заготовки, удельные усилия по ходу пуансона изменяются незначительно. Однако когда высота деформируемой части заготовки становится меньше высоты естественного очага деформации, удельные усилия начинают интенсивно возрастать. Это обстоятельство ограничивает допустимую (по условиям достаточной стойкости инструмента) толщину фланца или донышка штампуемой детали.
Для уменьшения удельных усилий выдавливания при проектировании штампуемой детали необходимо стремиться к такой ее конфигурации, при которой отсутствовали бы застойные зоны под торцом (уменьшение длины части заготовки с получением местного увеличения поперечных размеров). Однако при штамповке на холодновысадочных автоматах все шире используют другие операции штамповки сортового металла, в частности операцию холодного выдавливания, что расширяет номенклатуру изготовляемых деталей.
Штамповкой на холодновысадочных автоматах обеспечиваются достаточно высокая точность размеров я хорошее качество поверхности, вследствие чего, некоторые детали не требуют последующей обработки резанием. Так, в частности, метизные изделия (винты, болты, шпильки), причем и резьбу получают на автоматах обработкой давлением — накаткой.
Штамповка на холодновысадочных автоматах высокопроизводительна: 20—400 деталей в минуту (большая производительность для деталей меньших размеров). Штамповка на холодновысадочных автоматах характеризуется высоким коэффициентом использования металла. Средний коэффициент использования металла ~95 % (только 5 % металла идет в отход).
ХОЛОДНАЯ ШТАМПОВКА В ОТКРЫТЫХ ШТАМПАХ
Холодная штамповка в открытых штампах заключается в придании заготовке формы детали путем заполнения полости штампа металлом заготовки. Схема холодной штамповки аналогична схеме горячей объемной штамповки.
Холодная объемная штамповка требует значительных удельных усилий вследствие высокого сопротивления металла деформированию в условиях холодной деформации и упрочнения металла в процессе деформирования. Упрочнение сопровождается и уменьшением пластичности. Для уменьшения вредного влияния упрочнения и облегчения процесса деформирования при холодной штамповке оформление детали обычно расчленяют на переходы, между которыми пуансона (см. рис. 6, в) или у рабочей поверхности матрицы (см. рис. 6, б).
Основные технологические мероприятия, направленные на снижение удельных усилий выдавливания, — применение различных смазывающих материалов или покрытий заготовок для уменьшения сил трения. В обычных условиях выдавливания силы трения препятствуют пластическому истечению металла и существенно увеличивают усилие деформирования.
ХОЛОДНАЯ ВЫСАДКА
Холодную высадку выполняют на специальных холодновысадочных автоматах. Штампуют от прутка или проволоки. Пруток подается до упора, поперечным движением ножа отрезается заготовка требуемой длины и последовательно переносится с помощью специального механизма в позиции штамповки, на которых из заготовки получают деталь.
На холодновысадочных автоматах штампуют заготовки диаметром 0,5—40 мм из черных и цветных металлов, а также детали с местными утолщениями сплошные и с отверстиями (заклепки, болты, винты, гвозди, шарики, ролики, гайки, звездочки, накидные гайки и т. п.). На рис. 7 показаны последовательные переходы штамповки двух характерных деталей.
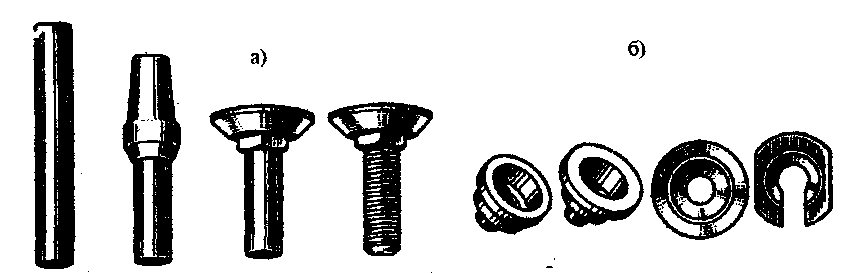
Рис. 7. Последовательность переходов изготовления деталей на холодновысадочных автоматах: а — винта; б — колпачка
Название этих автоматов связано с тем, что основной выполняемой на них операцией является высадка
числа деталей и обеспечивающие хорошее качество изделия при высокой стойкости инструмента и достаточно высокую производительность. Существуют штампы для выполнения только одной операции и выполнения нескольких операции листовой штамповки за один ход пресса.
На рис. 8 приведена схема штампа последовательного действия, в котором операции выполняют в различных позициях по направлению подачи: в позиции I происходит пробивка, а после перемещения полосы на шаг подачи (позиция II) — вырубка, в результате чего получают изделия в виде шайбы. Пуансоны 2 и 3 закрепляют на верхней плите штампа, а матрицы 4 и 5 — на нижней. Точное направление пуансонов относительно матриц обеспечивается направляющими втулками 7 и колонками б, запрессованными в верхнюю и нижнюю плиты штампа. Полоса или лента подается между направляющими линейками до упора, ограничивающего шаг подачи. Высечка снимается с пуансонов съемником 8.
Многооперационные штампы обычно дороже однооперационных, но позволяют повысить производительность труда и уменьшить число используемого для штамповки оборудования.
При необходимости изготовления небольшого количества одинаковых деталей (мелкосерийное производство) сложные и дорогостоящие штампы применять нерационально. В этом случае стремятся уменьшить стоимость штампа путем создания упрощенных конструкций, применения менее дорогих материалов для деталей штампов и т. п. В упрощенных штампах обычно не применяют устройств для направления верхней плиты относительно нижней (колонок, втулок, направляющих плит и т. п.), упрощают направление полосы (не делают упоров, направляющих линеек и т. п.) и широко применяют детали из эластичных материалов (резина, полиуретан) в качестве съемников, выталкивателей и т. п. Материалом для пуансонов и матриц иногда служат сплавы цветных металлов. В отдельных случаях рабочий инструмент изготовляют из дерева, облицовывая его листовым металлом.
В мелкосерийном производстве наряду с упрощенными конструкциями штампов применяют универсальные и быстро переналаживаемые штампы, в которых, заменяя только пуансон и матрицу, можно изготовлять различные детали.
Упрощенные способы обработки листового металла. В мелкосерийном производстве достаточно широко применяют упрощенные способы обработки давлением листовых заготовок: штамповку эластичными материалами, давильные работы, высокоскоростную штамповку и т. п.
При штамповке эластичными материалами только один рабочий элемент (пуансон или матрицу) изготовляют из металла, роль другого инструмента (матрицы или пуансона) выполняют резина, пластмассы (полиуретан) и жидкость.
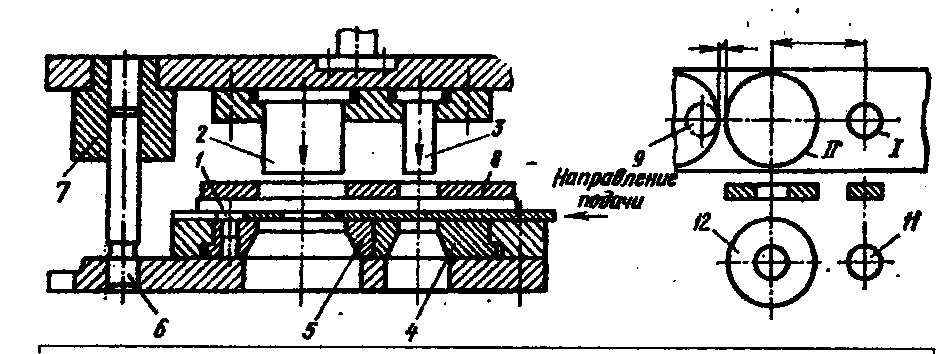
Рис. 8. Схема штампа последовательного действия для пробивки и вырубки: / — упор; 2 — пуансон вырубки; 3 — пуансон пробивки; 4 — матрица пробивки; 5 — матрица вырубки; б — направляющая колонка; 7 — направляющая втулка; 8 — съемник; 9 — упор; 10 — перемычка; // — отход; 12 — изделие
На рис. 9 приведена схема штамповки резиной. Металлическим инструментом является шаблон, на который укладывают заготовку. Резиновая подушка в ползуне пресса прижимает заготовку к шаблону.
Рис. 9. Схемы вырубки и пробивки резиной: 1 — резиновая подушка; 2 — шаблон; 3 — стол пресса; 4 — заготовка (лист)
Рис. 10. Схемы давильных работ: а) -без утонения; б) -с утонением; 1 -форма; 2 -заготовка; 3 -упор; 4 -давильник
Если шаблон имеет острые режущие кромки, то давлением резины вначале отгибают свободные края заготовки, а затем ее обрывают по режущей кромке. Так выполняют вырубку и пробивку. Подобным способом можно осуществлять гибку, неглубокую вытяжку, отбортовку и формовку. Обычно штампуют заготовки толщиной не более 3 мм.
Давильные работы предназначены для получения деталей, имеющих форму тел вращения.
Различают давильные работы без утонения и с утонением стенки. Схема давильных работ без утонения стенки показана на рис. 10, а. Предварительно вырубленную заготовку продольным суппортом прижимают к торцу формы-пуансона (обычно деревянной), укрепленной на вращающейся планшайбе токарно-давильного станка. На наружной поверхности заготовки создают давление торцом давильника (рычага). Заготовка проскальзывает под давильником, который вызывает местную деформацию. Постепенное деформирование заготовки по всей поверхности позволяет придать заготовке форму пуансона.
При давильных работах без утонения стенки диаметральные размеры заготовки значительно уменьшаются при незначительном изменении ее толщины. Усилие, необходимое для давильных работ при небольшой толщине заготовки (до 3 мм), можно создать вручную. Давильные работы требуют высокой квалификации рабочего. Однако все шире применяют токарно-давильные станки с программным управлением, обеспечивающим заданные усилия и перемещения давильника.
Давильные работы с утонением (рис. 10, б) изменяют форму заготовки главным образом за счет уменьшения ее толщины без изменения диаметральных размеров. Давильные работы с утонением используют, в частности, взамен вытяжки с утонением, при этом исходную полую цилиндрическую заготовку надевают на цилиндрический вращающийся пуансон. Давильник, перемещаясь параллельно

Рис. 11. Схемы импульсных способов листовой штамповки:
а — штамповка взрывом; б — электромагнитная штамповка: 1 — 'заряд; 2 —уровень воды; 3 — зашювка; 4 — прижим; 5 — матрица; б — к вакуумному насосу; 7 — соленоид; 8 — пуансон
Электромагнитная штамповка по принципу создания импульсно воздействующих на заготовку сил отличается от ранее рассмотренных (рис. 11, б). Электрическая энергия преобразуется в механическую за счет импульсного разряда батареи конденсаторов через соленоид 7, вокруг которого при этом возникает мгновенное магнитное поле высокой мощности, наводящее вихревые токи в трубчатой токопроводящей заготовке 3. Взаимодействие магнитных полей вихревых токов с магнитным полем индуктора создает механические силы, деформирующие заготовку. Для электромагнитной штамповки трубчатых и плоских заготовок созданы специальные установки, на которых можно проводить раздачу, обжим, формовку и операции по получению неразъемных соединений деталей. К сборочным операциям, выполняемым путем пластического деформирования одной детали по контуру другой, относятся соединение концов труб, запрессовка в трубах колец, соединение втулки со стержнем и т. д.
Штамповочные операции
Штамповка на ковочных вальцах напоминает продольную прокатку в одной рабочей клети, на двух валках которой закрепляют секторные штампы, имеющие соответствующие ручьи (рис. 3. а).
Нагретую заготовку 1 подают до упора 2 в тот момент, когда секторные штампы 3 расходятся. При повороте валков происходит захват заготовки и обжатие ее по форме полости; одновременно с обжатием заготовка выталкивается в сторону подачи.
На вальцах изготовляют поковки сравнительно несложной конфигурации, типа звеньев цепей, рычагов, гаечных ключей и т. п. Кроме того, на вальцах фасонируют заготовки для последующей штамповки, чаще всего на кривошипных горячештамповочных прессах. Профилируют и штампуют в одном или нескольких ручьях. Исходное сечение заготовки принимают равным максимальному Рис. 3. Схемы действия ковочных вальцов (а) и ротационно-ковочной машины (б) сечению поковки, так как при вальцовке происходит главным образом протяжка.
е
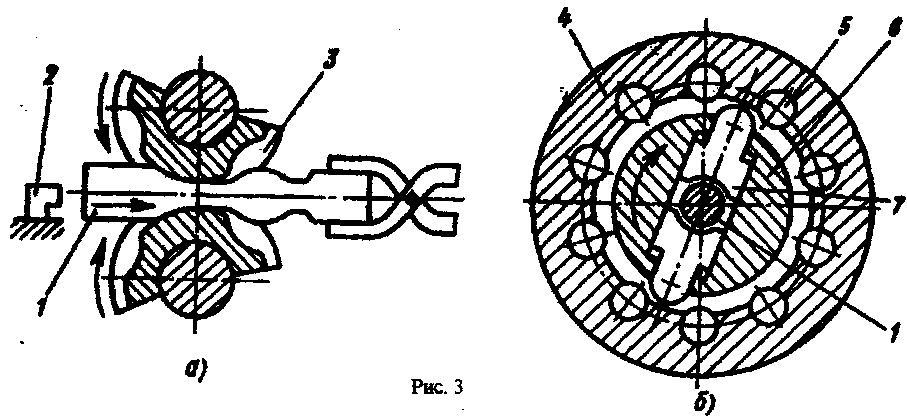
Штамповка на ротационно-ковочных машинах подобна операции протяжки и заключается в местном обжатии заготовки по ее периметру. Заготовку / (рис. 3. б) в виде прутка или трубы помещают в отверстие между бойками 7 машины, находящимися в шпинделе 6. Бойки могут свободно скользить в радиально расположенных пазах шпинделя. При вращении шпинделя ролики 5, помещенные в обойме 4, толкают бойки 7, которые наносят удары по заготовке. В исходное положение бойки возвращаются под действием центробежных сил. В машинах этого типа получают поковки, имеющие форму тел вращения. Существуют машины, у которых вместо шпинделя с бойками вращается обойма с роликами; в этом случае для возвратного движения ползунов служат пружины. В таких машинах получают поковки квадратного, прямоугольного и других сечений.
Типовыми поковками, изготовляемыми радиальным обжатием, являются различного рода ступенчатые цилиндрические или конические валики, трубы с оттянутыми на конус концами и т. п.
Поперечно-клиновой прокаткой (рис 4, а) получают заготовки валов и осей (рис. 4, б) диаметром до 100 мм и длиной до 700 мм.
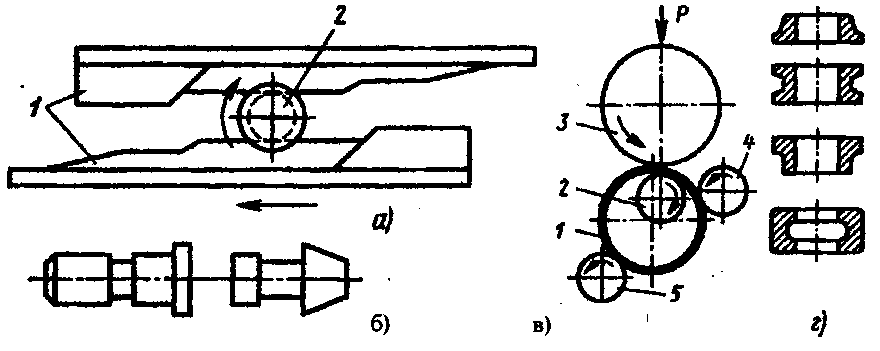
Рис. 4. Схемы поперечно-клиновой прокатки и раскатки
Деформирование может осуществляться инструментом в виде двух валков, валка и сегмента или двух плоских плит. Плоскоклиновой инструмент наиболее прост в изготовлении и обеспечивает получение валов сложной конфигурации с высокой точностью: допуски на диаметральные размеры 0,2— 0,4 мм, на линейные 0,3-0,5 мм. Заготовка 2 из круглого прокатанного прутка, после нагрева автоматически перемещается в рабочую зону клиньев 1 в их исходном положении. Клиновой инструмент, закрепленный в подвижной салазке стана, совершает прямолинейное движение, и заготовка прокатывается между двумя клиновыми плитами. (см. рис. 4, а).
Раскатка кольцевых заготовок на раскаточных машинах получила особенно большое распространение при производстве колец подшипников. Схема процесса показана на рис. 4, в. Заготовка 1 представляет собой кольцо с меньшим диаметром и большей толщиной стенки, чем у поковки. Заготовки под раскатку получают штамповкой на горизонтально-ковочных машинах или на молотах. При подведении к заготовке 1, надетой на валок 2, быстро вращающегося валка 3 заготовка и валок 2 начинают вращаться. При дальнейшем сближении валков 2 и 3 увеличивается наружный диаметр заготовки за счет уменьшения толщины и происходит ее контакт с направляющим роликом 4, обеспечивающим получение правильной кольцевой формы поковки. После касания поковкой контрольного ролика 5 раскатка прекращается.
Раскаткой получают поковки колец с поперечными сечениями различной формы (зависящими от профиля валков), наружным диаметром 70—700 мм и шириной 20—180 мм (рис. 4, г).
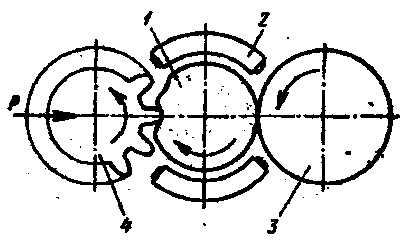
Рис. 5. Схема горячей накатки зубьев зубчатого колеса
Горячая накатка зубчатых колес находит применение, в частности, в автомобильной и тракторной промышленности. Сущность процесса заключается в обкатке нагретой штучной или прутковой заготовки в зубчатых валках.
Принципиальная схема одного из способов горячей накатки показана на рис. 5. Поверхностный слой цилиндрической заготовки 1 нагревается током повышенной частоты с помощью индукторов 2. Зубчатый валок получает принудительное вращение и радиальное, при обратном выдавливании направление течения металла противоположно направлению движения пуансона относительно матрицы. Наиболее часто встречающейся схемой обратного выдавливания является схема, при которой металл может вытекать в кольцевой зазор между пуансоном и матрицей (рис. 6, д). По такой схеме изготовляют полые детали типа туб (корпуса тюбиков), экранов радиоламп и т. п.
Реже применяют схему обратного выдавливания, при которой металл выдавливается в отверстие в пуансоне, для получения деталей типа стержня с фланцем (рис. 6, г).
При боковом выдавливании металл вытекает в отверстие в боковой части матрицы в направлении, не совпадающем с направлением движения пуансона (рис. 6, д). Таким образом, можно получить детали типа тройников, крестовин и т. п. В этом случае, чтобы обеспечить удаление заготовки после штамповки, матрицу выполняют состоящей из двух половинок с плоскостью разъема, совпадающей с плоскостью, в которой расположены осевые линии заготовки и получаемого отростка.
Комбинированное выдавливание характеризуется одновременным течением металла по нескольким направлениям и может быть осуществлено по нескольким из рассмотренных ранее схем холодного выдавливания. На рис. 6, е приведена схема комбинированного выдавливания, совмещающая схемы, показанные на рис. 6, а, в , для изготовления обратным выдавливанием полой, чашеобразной части детали, а прямым выдавливанием стержня, отходящего от ее донной части.
Основной положительной особенностью выдавливания является возможность получения без разрушения заготовки весьма больших степеней деформации.