

5.1. Расшифровка обозначения модели станка и уточнение
его назначения
Указанная модель относится к группе № 1 – токарным станкам и к типу № 6 – собственно токарному. Данная модель входит в гамму К (представляет собой усовершенствование станка мод. 16К20), характеризуется высотой центров 200 мм, выполнена по нормальному классу точности Н и имеет оперативную систему ЧПУ.
Далее на основе изучения модели станка уточняется его назначение [1 6 и др.].
5.2. Анализ кинематической структуры станка
Составление схемы обработки.
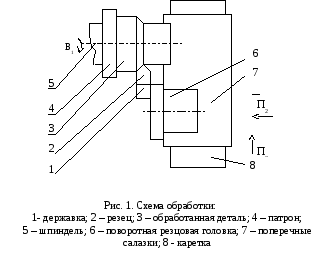
На рис. 1 приведена схема обработки цилиндрической поверхности вала на токарном станке с ЧПУ мод. 16К20Т1. В качестве инструмента применен проходной резец.
Определение состава необходимых исполнительных
движений.
Для выполнения заданного перехода на указанном станке необходим состав исполнительных движений:
Фv(В1) – движение формообразующее скоростное простое, представляющее собой вращение шпинделя;
Фs(П2) - движение формообразующее подачи простое – посту-пательное перемещение каретки;
Н1(П2), Н2(П3) – наладочные поступательные движения каретки и поперечных салазок.
Определение метода формообразования поверхности детали
При осуществлении обработки (рис. 1) образующая производящая линия (формируется в первую очередь) имеет форму окружности и получается методом следа, направляющая производящая имеет форму прямой линии и также реализуется методом следа. Поэтому цилиндрическая поверхность детали образуется методом следа и следа.
Составление структуры станка и ее анализ
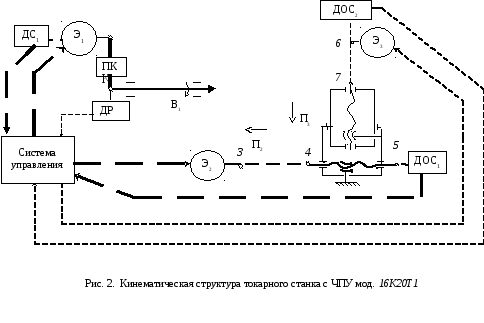
Структура формообразующей части станка мод. 16К20Т1, составленная с учетом кинематической схемы [6], приведена на рис. 2. На ней яркими линиями выделена формообразующая часть станка, необходимая для выполнения заданного перехода обработки.
Структурные связи группы, обеспечивающей получение движения Фv(В1):
внутренняя связь
– кинематические пары вращения шпинделя (выполняются в виде подшипников);
внешняя связь
– программа СУ Э1 – ПК – шпиндель,


ДС1

где СУ – система управления, Э1 – электродвигатель привода главного движения, ПК – переборная коробка, ДС1 - датчик скорости вращения вала двигателя Э1.
Структурные связи группы подачи, обеспечивающей получение движения Фs(П2):
внутренняя связь
– кинематические пары поступательного движения (выполняются в виде направляющих каретки);
внешняя связь
 –программа
СУ
Э2
– ходовой винт 1 – гайка 1 – каретка,
–программа
СУ
Э2
– ходовой винт 1 – гайка 1 – каретка,
ДОС1

где Э2 – электродвигатель привода движения продольной подачи,
ДОС1 - датчик обратной связи.
5.3. Кинематическая настройка станка
Определение исходных данных и их приведение к виду,
возможному для настройки
Для расчета настройки станка с целью выполнения заданного перехода обработки необходимы исходные данные:
элементы режима резания - скорость резания v, м/мин; продольная подача sпрод, мм /об; глубина резания t, мм; скорость быстрых перемещений каретки и поперечных салазок vуск, мм/мин;
параметры детали: d, l - диаметр и длина обработанной поверхности, мм.
Частота вращения шпинделя n (об/ мин) находится по формуле
![]()
![]() ,
(1)
,
(1)
где v – cкорость резания (м/мин); dmax – наибольший диаметр заготовки (мм), при обработке детали за один проход dmax = d +2t.
Продольная минутная подача sпрод. м (мм/мин)
sпрод. м = sпрод. n, (2)
где sпрод. – продольная подача, мм/об; n – частота вращения шпинделя, об/мин.
При численном расчете значения n, sпрод. м и vуск округляются до ближайших значений, обеспечиваемых станком (в данном случае с точностью до 1 об/мин и 1 мм/мин).
Длина рабочего хода каретки
![]() ,
(3)
,
(3)
где l1 – величина подвода резца с рабочей подачей, принимается 0,5 1 мм.
Определение расчетных кинематических цепей станка
С учетом осуществления рассматриваемого перехода обработки составляется схема перемещений инструмента относительно обрабатываемой детали (рис. 3).
Для реализации необходимых исполнительных движений определяются органы и параметры настройки (табл. 1). В таблице выделены параметры исполнительных движений, органы и элементы настройки, обеспечиваемые расчетными кинематическими цепями.
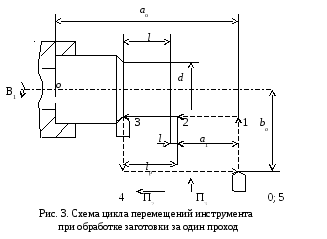
Таблица 1.