

3_kurs экономика / 3-2 / маркетинг ответы на тесты / OTchet3logis
.docМинистерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
"САМАРСКИЙ ГОСУДАРСТВЕННЫЙ АЭРОКОСМИЧЕСКИЙ
УНИВЕРСИТЕТ имени академика С.П. КОРОЛЕВА
национальный исследовательский университет" (СГАУ)
Факультет экономики и управления
Отчет по лабораторной работе №3
«Организация видов движения материальных потоков»
по курсу: Логистика
Вариант № 17
Выполнила: Василенкова А.С. гр. 742
Проверил: кэн, доцент Просвиркин Н.Ю
Самара 2012
1.1 Постановка задачи
Цель работы: изучить различные виды организации движения материальных потоков, выявить особенности их применения. Кроме того, в данной работе для параллельного вида движения осуществим синхронизацию и определим оптимальное число участков, при котором время обработки партии деталей минимально, а также решим задачу определения времени и даты партии заказа на выполнение.
Понятие материального потока является ключевым в логистике, поэтому данному вопросу следует уделять значительное внимание. Материальным потоком являются грузы, детали, товарно-материальные ценности, рассматриваемые в процессе приложения к ним различных логистических операций и отнесенные к временному интервалу.
Основными формами движения в зависимости от характера и последовательности выполнения операции являются:
-
последовательная;
-
параллельная;
-
параллельно-последовательная (смешанная).
-
Исходные данные
|
N зак |
p |
t тран |
m |
|
|||||
|
210 |
30 |
10 |
6 |
|
|||||
|
|
|||||||||
|
Нормативное время/Число рабочих мест |
|||||||||
|
t норм |
25 |
16 |
9 |
8 |
6 |
||||
|
N рм |
5 |
4 |
3 |
4 |
1 |
||||
Т цикла - время обработки партии деталей
Nзак - количество деталей в партии
р - размер передаточной партии
Nрм - число рабочих мест
tн - нормативная трудоемкость (время обработки одной детали)
![]() -
среднее время обработки одной детали
на данном участке
-
среднее время обработки одной детали
на данном участке
m - число участков
tтр - время передачи партии деталей от одного участка на другой.
Необходимо рассчитать Т цикла для различных видов движения материальных потоков и построить графики движения.
![]()
![]()
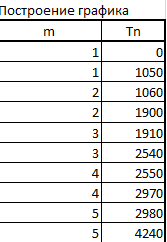
1.3 Последовательный вид движения
Рассчитаем время обработки партии деталей при последовательном способе движения, построим график.
Для определения времени обработки партии деталей используем следующую формулу:
![]()
|
Расчет Тц |
4240 |

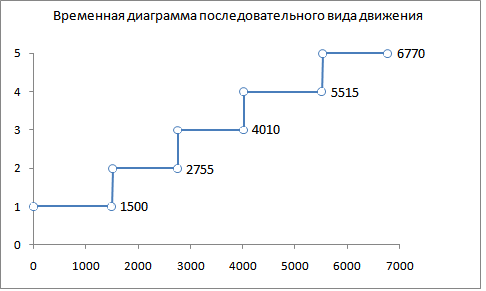
Временная диаграмма последовательного движения
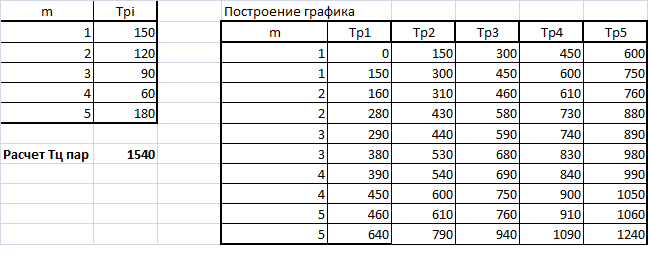
1.4 Параллельный вид движения
Рассчитаем время обработки партии деталей при параллельном способе движения, построим график.
Используем следующую формулу:
![]()

1.5 Смешанный вид движения
При смешанном виде движения следующая операция начинается раньше, чем наступает полное окончание обработки всей партии на предыдущей операции и осуществляется без перерывов в изготовлении партии деталей.
Рассчитаем время обработки партии деталей при смешанном способе движения, построим график.



1.6 Задача определения времени и даты партии заказа на выполнение
К 11.05.2012г. к 12:00 необходимо изготовить партию заказа Тц = Тцпосл. Работа идет с 8:00 до 16:00 в одну смену, без обеда, 6 дней в неделю, исключая праздники.
Общая продолжительность выполнения 2770 минут, т.е. 46 часов.
|
Тц, мин. |
Дата изготовления |
Время |
Количество смен |
Продолжительность |
Количество раб.дней |
|
2770 |
11 мая |
12:00 |
1 |
8 час. |
6 |
|
Расчет Тц |
|
|
|
|
смен |
час |
мин |
час |
|
5 |
6 |
10 |
4 |
![]()

На рисунке изображен график изготовления партии заказа. Чтобы выполнить заказ в срок, работу следует начать 2 мая в 13:50.
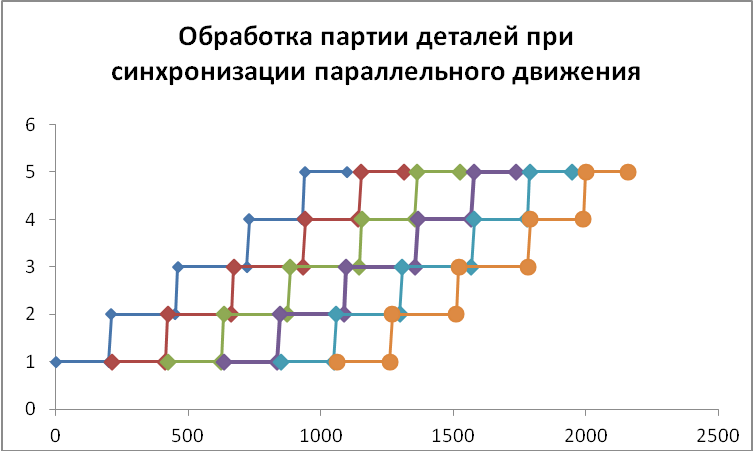
1.7 Синхронизация для параллельного вида движения
Синхронизация - попытка выравнивания трудоемкости работ на разных участках за счет передачи части работ с одного участка на другой (если позволяет технология обработки). Рассчитаем составляющую основной формулы расчета времени обработки партии деталей при синхронизации.
![]()
Теперь определим выигрыш от синхронизации:
![]() .
.
![]()
|
Тц синхр |
1490 |
|
δ |
42,02% |
Для параллельного вида движения определим оптимальное число участков, при котором время обработки будет минимальным.
Формула для вычисления времени обработки партии детали выглядит следующим образом:
![]()
Здесь
первое слагаемое будет Т1,
второе - Т2,
а третье, соответственно, - ТЗ.
 -
среднее время после синхронизации.
-
среднее время после синхронизации.
При изменении количества участков полная трудоемкость изготовления одной детали на всех участках остается постоянной, т.к. соответственно изменяется время обработки детали на каждом участке.

Наиболее близкое к оптимальному значение в таблице равно 33.
Далее в таблице приведены результаты поиска решения с помощью оптимизатора Ехсеl.
|
m |
T1 |
T2 |
T3 |
T∑ |
|
32,9 |
600,0 |
109,5 |
318,6 |
1028,2 |
Произведено решение уравнения для частной производной.
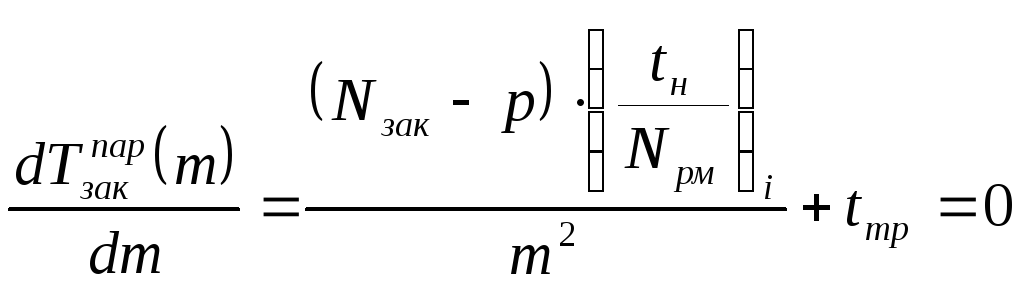 ,
,
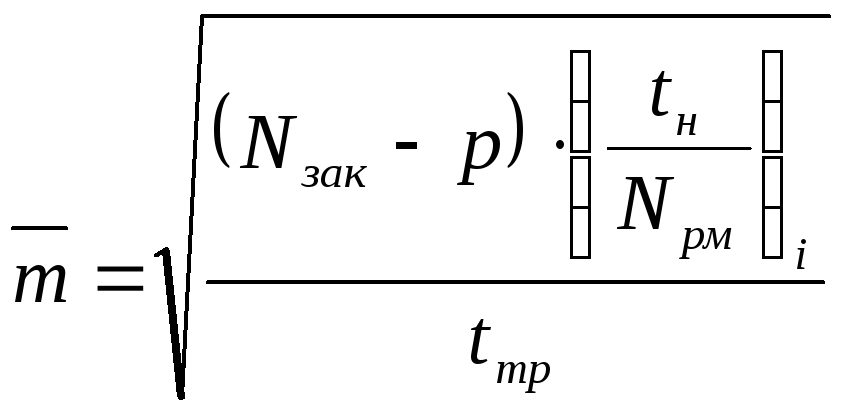
|
|
32,9 |

Выигрыш времени от оптимизации процесса по числу участников рассчитывается по формуле:
![]()
|
Выигрыш времени |
|
34,9% |
Выводы:
В работе были рассмотрены основные формы движения материальных потоков. Последовательная форма проста в организации и управлении, вся партия деталей передается целиком на следующее рабочее место. Время обработки партии деталей Тцпосл=6770.
При параллельной форме движения небольшие передаточные партии переходят на следующее рабочее место независимо от всей партии. При параллельном движении обеспечивается наиболее короткая длительность обработки. Тцпар=2570.
При смешанной форме следующая операция начинается раньше, чем наступит полное окончание обработки всей партии на предыдущей операции и осуществляется без перерывов в изготовлении партии деталей на каждом рабочем месте. Время обработки при смешанном типе движения будет меньше, чем при последовательном. В данном случае оно равно 2770.
В разделе 1.6 определили время и дату начала работы над заказом, чтобы выполнить его к 12:00 11.05.2012. Работу следует начать 2 мая в 13:50.
Кроме того, мы осуществили синхронизацию для параллельного вида движения. Синхронизация - попытка выравнивания трудоемкости работ на разных участках за счет передачи части работ с одного участка на другой (если позволят технологии обработки). Среднее время tсинх=5,4.
Время обработки партии деталей при синхронизации Тцсинхр=2450. В работе определили выигрыш от синхронизации, он составил 4,67%. То есть, по сравнению с длительностью обработки партии деталей при параллельной форме движения время при синхронизации уменьшилось на 4,67%.
Затем мы определили оптимальное число участков, при котором время обработки партии будет минимальным. Данная задача была решена в Ехсеl, был построен график, а также решено уравнение для частной производной. Значение m составило 32,9, а время -1673,64 минут.