

Основы проектирования электронных средств Материалы к Экз ОПЭС-2014 РК-01-02 / Не для распространения Введение в технологию поверхностного монтажа
.pdfВведение
в
технологию
поверхностного
монтажа
Учебное пособие
Оглавление
1. |
Трафаретная печать ......................................................................................................... |
7 |
|
|
1.1. |
Введение .................................................................................................................. |
7 |
|
1.1.1. |
Общие вопросы ....................................................................................................... |
7 |
|
1.1.2. |
Необходимое количество паяльной пасты............................................................. |
8 |
|
1.2. |
Пасты. Состав. Классификация. Правила работы с пастами............................... |
10 |
|
1.2.1. |
Состав и классификация ....................................................................................... |
11 |
|
1.2.2. |
Правила работы с пастами .................................................................................... |
14 |
|
1.3. |
Виды трафаретов. Технология изготовления трафаретов.................................... |
14 |
|
1.3.1. |
Основные материалы и методы изготовления трафаретов.................................. |
15 |
|
1.3.2. |
Общие рекомендации по выбору толщины и размеров отверстий трафарета.... |
16 |
|
1.3.3. |
Трафареты для смешанной технологии................................................................ |
18 |
|
1.3.4. |
Трафареты для ПМИ / flip chip ............................................................................. |
20 |
|
1.3.5. |
Трафареты для кристаллов.................................................................................... |
21 |
|
1.3.6. |
Трафареты для ПМИ / BGA.................................................................................. |
22 |
|
1.4. |
Технологические параметры. Выбор технологических параметров................... |
23 |
|
1.5. |
Технология Pin in Paste ......................................................................................... |
25 |
|
1.6. |
Технология ProFlow .............................................................................................. |
26 |
|
1.7. |
Технология нанесения клея через трафарет......................................................... |
28 |
|
1.7.1. |
Факторы, подлежащие рассмотрению.................................................................. |
29 |
|
1.7.2. |
Что дает нанесение через трафарет?.................................................................... |
30 |
|
1.7.3. |
Нанесение клея через металлический трафарет................................................... |
31 |
|
1.7.4. |
Нанесение клея через пластиковый трафарет ...................................................... |
33 |
|
1.8. |
Дефекты нанесения пасты и способы их устранения .......................................... |
34 |
|
1.9. |
Литература............................................................................................................. |
38 |
2. |
Дозирование..................................................................................................................... |
40 |
|
|
2.1. |
Введение ................................................................................................................ |
40 |
|
2.2. |
Альтернативы дозирования .................................................................................. |
40 |
|
2.2.1. |
Перенос штырем.................................................................................................... |
40 |
|
2.2.2. |
Трафаретная печать............................................................................................... |
41 |
|
2.3. |
Типы дозаторов ..................................................................................................... |
43 |
|
2.3.1. |
Ручные дозаторы ................................................................................................... |
43 |
|
2.3.2. |
Автоматические дозаторы..................................................................................... |
43 |
|
2.4. |
Технологические материалы................................................................................. |
49 |
|
2.5. |
Технологические параметры дозирования........................................................... |
50 |
|
2.5.1. |
Общие рекомендации............................................................................................ |
50 |
|
2.6. |
Критерии качества. Дефекты дозирования и способы их устранения ................ |
52 |
|
2.6.1. |
Критерии качества................................................................................................. |
52 |
|
2.6.2. |
Дефекты ................................................................................................................. |
54 |
|
2.7. |
Дозирование паяльной пасты................................................................................ |
55 |
|
2.7.1. |
Параметры дозирования под некоторые компоненты ......................................... |
56 |
|
2.7.2. |
Дефекты ................................................................................................................. |
57 |
|
2.8. |
Литература............................................................................................................. |
58 |
3. |
Установка компонентов................................................................................................. |
59 |
|
|
3.1. |
Описание принципа работы автоматов установки ПМИ..................................... |
59 |
|
3.1.1. |
Типы СТЗ............................................................................................................... |
60 |
|
3.1.2. |
Типы питателей ..................................................................................................... |
62 |
|
3.1.3. |
Типы приводов ...................................................................................................... |
65 |
|
3.2. |
Классификация автоматов установки ПМИ......................................................... |
67 |
|
3.3. |
Характеристика каждой из схем автоматов ......................................................... |
68 |
|
3.3.1. |
Схемы автоматов с раздельным перемещением (X-1, Y-1, Y-2)......................... |
68 |
|
3.3.2. |
Схема автоматов с установочным модулем карусельного типа.......................... |
70 |
2
|
3.3.3. |
Схемы автоматов с порталом, перемещающимся по осям X,Y (“один |
|
|
|
портал”, “два портала”)......................................................................................... |
72 |
|
3.3.4. |
Схемы автоматов с роторными головками........................................................... |
74 |
|
3.3.5. |
Схемы автоматов, захватывающих и устанавливающих сразу несколько |
|
|
|
компонентов .......................................................................................................... |
76 |
|
3.4. |
Параметры автоматов установки ПМИ................................................................ |
77 |
|
3.5. |
Точность установки............................................................................................... |
77 |
|
3.6. |
Оценка характеристик автоматов по IPC 9850..................................................... |
81 |
|
3.7. |
Реальная производительность автоматов............................................................. |
82 |
|
3.8. |
Литература............................................................................................................. |
85 |
4. |
Пайка оплавлением........................................................................................................ |
86 |
|
|
4.1. |
Введение ................................................................................................................ |
86 |
|
4.2. |
Классификация печей оплавления по способу нагрева ....................................... |
86 |
|
4.3. |
Профиль пайки. Требования к профилю пайки. Измерение профилей пайки.... |
87 |
|
4.3.1. |
Профиль пайки и требования к нему.................................................................... |
87 |
|
4.3.2. |
Измерение профилей пайки.................................................................................. |
89 |
|
4.4. |
Технология двухсторонней пайки ........................................................................ |
91 |
|
4.5. |
Пайка в инертной атмосфере ................................................................................ |
93 |
|
4.6. |
Пайка бессвинцовыми припоями.......................................................................... |
96 |
|
4.6.1. |
Типы бессвинцовых припоев................................................................................ |
96 |
|
4.6.2. |
Отличие бессвинцовой технологии от стандартного процесса........................... |
99 |
|
4.6.3. |
Пайка бессвинцовыми припоями в инертной среде .......................................... |
100 |
|
4.7. |
Дефекты пайки и способы их устранения .......................................................... |
102 |
|
4.8. |
Литература........................................................................................................... |
108 |
5. |
Пайка волной................................................................................................................. |
109 |
|
|
5.1. |
Введение .............................................................................................................. |
109 |
|
5.2. |
Рекомендации по проектированию ПП .............................................................. |
111 |
|
5.2.1. |
Посадочное место под компоненты SO и SOJ ................................................... |
112 |
|
5.2.2. Посадочное место под компоненты HTSSOP, SSOP, TSSOP и VSO................ |
112 |
|
|
5.2.3. Посадочное место под компоненты HTQFP, HLQFP, LQFP, MSQFP, QFP, |
||
|
|
SQFP и TQFP ....................................................................................................... |
114 |
|
5.2.4. |
Посадочное место под компоненты PLCC......................................................... |
115 |
|
5.3. |
Способы флюсования.......................................................................................... |
115 |
|
5.3.1. |
Пенное флюсование ............................................................................................ |
116 |
|
5.3.2. |
Флюсование распылением .................................................................................. |
116 |
|
5.4. |
Модули предварительного нагрева .................................................................... |
117 |
|
5.5. |
Конструкции конвейеров .................................................................................... |
118 |
|
5.6. |
Гидродинамика волны......................................................................................... |
119 |
|
5.6.1. |
Волнообразователь ERSA Power Wave .............................................................. |
120 |
5.7.Припои. Влияние примесей на свойства припоев. Данные стандартов по
|
примесям.............................................................................................................. |
121 |
5.8. |
Технологические параметры............................................................................... |
122 |
5.9. |
Измерение технологических параметров ........................................................... |
124 |
5.10. |
Пайка в инертной атмосфере .............................................................................. |
125 |
5.11. |
Пайка бессвинцовыми припоями........................................................................ |
127 |
5.12. |
Дефекты пайки и способы их устранения .......................................................... |
130 |
5.13. |
Литература........................................................................................................... |
134 |
6. Селективная пайка....................................................................................................... |
135 |
|
6.1. |
Введение .............................................................................................................. |
135 |
6.2. |
Технологии селективной пайки.......................................................................... |
136 |
6.3. |
Установки селективной пайки............................................................................ |
139 |
6.3.1. |
Транспортная система......................................................................................... |
139 |
3
6.3.2. |
Флюсование......................................................................................................... |
139 |
6.3.3. |
Модули предварительного нагрева .................................................................... |
140 |
6.3.4. |
Модуль пайки ...................................................................................................... |
141 |
6.4. |
Технологические параметры селективной пайки .............................................. |
141 |
6.5. |
Управление внешним видом паяного соединения............................................. |
142 |
6.6. |
Правила конструирования ПУ для селективной пайки ..................................... |
144 |
6.7. |
Литература........................................................................................................... |
144 |
7. Термокомпрессия.......................................................................................................... |
145 |
|
7.1. |
Описание технологической операции и технологические параметры.............. |
145 |
7.2.Анизотропные и изотропные клеи для соединения материалов методом
|
термокомпрессии................................................................................................. |
145 |
7.2.1. |
Общая характеристика ........................................................................................ |
145 |
7.2.2. |
Типы полимеров.................................................................................................. |
147 |
7.2.3. |
Основные типы токопроводящих клеев ............................................................. |
149 |
7.3. |
Соединение термокомпрессией с помощью припоя.......................................... |
150 |
7.3.1. |
Область применения ........................................................................................... |
151 |
7.3.2. |
Конструкция соединения .................................................................................... |
154 |
7.4. |
Дефекты ............................................................................................................... |
156 |
7.5. |
Литература........................................................................................................... |
157 |
8. Отмывка......................................................................................................................... |
158 |
|
8.1. |
Причины, приводящие к необходимости отмывки............................................ |
158 |
8.1.1. |
Высокая температура .......................................................................................... |
158 |
8.1.2. |
Повышенная влажность ...................................................................................... |
158 |
8.1.3. |
Влагозащитные покрытия................................................................................... |
158 |
8.1.4. |
Внешний вид изделия.......................................................................................... |
158 |
8.1.5. |
Внутрисхемный контроль................................................................................... |
158 |
8.1.6. |
Ручная пайка........................................................................................................ |
159 |
8.2. |
Основные типы загрязнений............................................................................... |
159 |
8.3. |
Описание технологической операции ................................................................ |
160 |
8.3.1. |
Процесс отмывки................................................................................................. |
160 |
8.3.2. |
Процесс ополаскивания ...................................................................................... |
160 |
8.3.3. |
Операция сушки .................................................................................................. |
160 |
8.4. |
Промывочные жидкости ..................................................................................... |
161 |
8.4.1. |
Традиционные промывочные жидкости............................................................. |
161 |
8.4.2. |
Современные промывочные жидкости............................................................... |
161 |
8.5. |
Технология МРС ................................................................................................. |
163 |
8.5.1. |
Особенности МРС® технологии ........................................................................ |
163 |
8.6. |
Чистота воды, используемой при операциях отмывки и ополаскивания ......... |
164 |
8.6.1. |
Качество воды ..................................................................................................... |
165 |
8.6.2. |
Методы очистки воды......................................................................................... |
165 |
8.7. |
Технологические параметры............................................................................... |
166 |
8.7.1. |
Процессы отмывки.............................................................................................. |
166 |
8.7.2. |
Типовые технологические процессы.................................................................. |
167 |
8.8. |
Дефекты отмывки. Причины возникновения белого налета после отмывки.... |
169 |
8.8.1. |
Неполностью растворенные остатки флюса ...................................................... |
169 |
8.8.2. |
Выпадение минеральных солей в осадок ........................................................... |
170 |
8.8.3. |
Формирование солей металлов........................................................................... |
170 |
8.8.4. |
Отсутствие совместимости материалов паяльной маски с флюсом или |
|
|
моющим раствором............................................................................................. |
171 |
8.8.5. |
Частичное или полное удаление наклеек, штрих-кода...................................... |
171 |
8.9. |
Методы определения качества отмывки ............................................................ |
171 |
8.9.1. |
Визуальный контроль.......................................................................................... |
171 |
4
8.9.2. |
Контроль ионных загрязнений............................................................................ |
172 |
8.9.3. |
Оценка поверхностного сопротивления изоляции (SIR-тест)........................... |
173 |
8.9.4. |
Оценка электромиграции.................................................................................... |
173 |
8.10. |
Литература........................................................................................................... |
173 |
9. Нанесение влагозащитных покрытий ....................................................................... |
175 |
|
9.1.Причины, приводящие к необходимости нанесения влагозащитных
|
покрытий.............................................................................................................. |
175 |
9.1.1. |
Влияние климатических воздействий ................................................................ |
175 |
9.1.2. |
Повышенная влажность ...................................................................................... |
175 |
9.1.3. |
Осмотические явления ........................................................................................ |
175 |
9.1.4. |
Образование дендритов....................................................................................... |
176 |
9.1.5. |
Коррозия .............................................................................................................. |
177 |
9.1.6. |
Воздействие плесневого грибка.......................................................................... |
177 |
9.2. |
Характеристики материалов влагозащитных покрытий.................................... |
178 |
9.2.1. |
Жизнеспособность смеси.................................................................................... |
178 |
9.2.2. |
Срок хранения ..................................................................................................... |
179 |
9.2.3. |
Вязкость............................................................................................................... |
179 |
9.2.4. |
Содержание твердой составляющей................................................................... |
179 |
9.2.5. |
Отверждение........................................................................................................ |
179 |
9.2.6. |
Температура отверждения .................................................................................. |
179 |
9.2.7. |
Электрические свойства...................................................................................... |
180 |
9.2.8. |
Влагопроницаемость / влагопоглощение ........................................................... |
180 |
9.2.9. |
Химическая совместимость и химическая стойкость........................................ |
180 |
9.2.10. |
Механическая стойкость..................................................................................... |
181 |
9.2.11. |
Ремонтопригодность ........................................................................................... |
181 |
9.2.12. |
Термоустойчивость ............................................................................................. |
181 |
9.2.13. |
Устойчивость к грибкам ..................................................................................... |
181 |
9.3. |
Технологические материалы............................................................................... |
181 |
9.3.1. |
Акриловые покрытия .......................................................................................... |
181 |
9.3.2. |
Полиуретан .......................................................................................................... |
182 |
9.3.3. |
Покрытия на основе эпоксидных смол............................................................... |
182 |
9.3.4. |
Силиконовые влагозащитные покрытия ............................................................ |
182 |
9.3.5. |
Параксилилен ...................................................................................................... |
184 |
9.4. |
Методы нанесения влагозащитных покрытий ................................................... |
185 |
9.4.1. |
Погружение ......................................................................................................... |
185 |
9.4.2. |
Селективное автоматизированное нанесение .................................................... |
186 |
9.4.3. |
Распыление .......................................................................................................... |
186 |
9.4.4. |
Автоматическое распыление .............................................................................. |
187 |
9.4.5. |
Ручное распыление.............................................................................................. |
187 |
9.4.6. |
Аэрозольное распыление .................................................................................... |
188 |
9.4.7. |
Нанесение покрытия кистью............................................................................... |
188 |
9.4.8. |
Нанесение покрытий в несколько слоев............................................................. |
188 |
9.5. |
Литература........................................................................................................... |
189 |
10. Визуальный контроль.................................................................................................. |
190 |
|
10.1. |
Введение .............................................................................................................. |
190 |
10.2. |
Методы визуального контроля ........................................................................... |
190 |
10.3. |
Технологические операции, где необходимо применение визуального |
|
|
контроля............................................................................................................... |
193 |
10.4. |
Возможности и погрешности визуального контроля......................................... |
194 |
10.5. |
Технологическое оборудование, предлагаемое ОСТЕК.................................... |
195 |
10.5.1. |
Визуальный контроль.......................................................................................... |
196 |
10.5.2. |
Визуальный контроль и бесконтактные измерения........................................... |
215 |
5
11. Автоматическая оптическая инспекция ................................................................... |
221 |
||
11.1. |
Введение .............................................................................................................. |
221 |
|
11.2. |
Место системы АОИ в линии поверхностного монтажа................................... |
221 |
|
11.3. |
Классификация систем АОИ............................................................................... |
222 |
|
11.3.1. |
Системы АОИ сканерного типа.......................................................................... |
222 |
|
11.3.2. |
Системы АОИ с камерами .................................................................................. |
223 |
|
11.4. |
Способы обнаружения и классификации дефектов........................................... |
225 |
|
11.4.1. |
“Золотая плата” (“golden board”) ........................................................................ |
225 |
|
11.4.2. |
Измерение пороговых значений ......................................................................... |
226 |
|
11.4.3. |
Стандартное сравнение с шаблоном и статистическое сравнение с шаблоном226 |
||
11.4.4. |
Интеллектуальные технологии........................................................................... |
227 |
|
11.5. |
Работа с ремонтной станцией ............................................................................. |
233 |
|
11.6. |
Показатели эффективности систем АОИ ........................................................... |
234 |
|
11.7. |
Литература........................................................................................................... |
235 |
|
12. Приложение 1. Упаковки компонентов..................................................................... |
236 |
||
12.1. |
Типы упаковок..................................................................................................... |
236 |
|
12.1.1. |
Упаковка в ленту................................................................................................. |
236 |
|
12.1.2. |
Упаковка в пенал................................................................................................. |
237 |
|
12.1.3. |
Упаковка в матричный поддон........................................................................... |
237 |
|
12.2. |
Чип-компоненты.................................................................................................. |
237 |
|
12.2.1. |
Керамические чип-конденсаторы....................................................................... |
237 |
|
12.2.2. |
Танталовые конденсаторы .................................................................................. |
238 |
|
12.2.3. |
Алюминиевые конденсаторы.............................................................................. |
238 |
|
12.2.4. |
Чип-резисторы..................................................................................................... |
239 |
|
12.2.5. |
MELF-резисторы ................................................................................................. |
239 |
|
12.2.6. |
Чип-индуктивности............................................................................................. |
240 |
|
12.3. |
Дискретные полупроводниковые компоненты .................................................. |
240 |
|
12.3.1. |
Транзисторы в корпусах SOT ............................................................................. |
240 |
|
12.3.2. |
Диоды................................................................................................................... |
241 |
|
12.3.3. |
Мощные устройства в корпусах DPAK.............................................................. |
242 |
|
12.4. |
Интегральные схемы........................................................................................... |
243 |
|
12.4.1. PLCC .................................................................................................................... |
243 |
||
12.4.2. LCC ...................................................................................................................... |
243 |
||
12.4.3. SO |
......................................................................................................................... |
244 |
|
12.4.4. SOJ ....................................................................................................................... |
244 |
||
12.4.5. MSOP ................................................................................................................... |
245 |
||
12.4.6. SSOP..................................................................................................................... |
245 |
||
12.4.7. TSSOP .................................................................................................................. |
246 |
||
12.4.8. TSOP .................................................................................................................... |
246 |
||
12.4.9. QFP....................................................................................................................... |
247 |
||
12.4.10. ....................................................................................... |
CERQUAD и CLCC |
251 |
|
12.4.11. .......................................................................................................... |
Flip chip |
252 |
|
12.4.12. ....................................................................................................... |
BGA, CSP |
252 |
|
6

1. Трафаретная печать
1.1. Введение
1.1.1. Общие вопросы
Целью операции трафаретной печати является нанесение заданного количества паяльной пасты на контактные площадки с определенной точностью и контролируемой повторяемостью. Получающиеся в результате пайки оплавлением паяные соединения обеспечивают электрический контакт компонентов с ПП. С развитием технологии трафаретной печати до уровня, позволяющего наносить пасту на контактные площадки под компоненты с малым шагом выводов, необходимо понимать, какие параметры влияют на результат и как ими управлять.
Нанесение пасты на контактные площадки под компоненты с малым шагом выводов предъявляет более жесткие требования к процессу. Считается, что малым шагом выводов компонентов является шаг 0,65 мм и менее. Однако в современном производстве наметилась тенденция считать малым шаг выводов 0,5 мм и менее. При шаге, превышающем данное значение, совмещение трафарета с ПП и нанесение пасты может производиться без использования систем технического зрения (СТЗ). При шаге выводов, не превышающем 0,65 мм, нанесение пасты предъявляет более жесткие требования, и настоятельно рекомендуется применять СТЗ.
В данном разделе описываются фундаментальные принципы трафаретной печати как технологической операции сборочно-монтажных работ. Качество нанесения пасты имеет существенное влияние как на установку компонентов, так и на пайку. На Рис. 1.1 схематически показана последовательность действий во время трафаретной печати. Паяльная паста продавливается ракелем через отверстия (апертуры) металлического трафарета на ПП. Наиболее важными шагами являются движение пасты перед ракелем, затекание пасты в отверстия, выравнивание отпечатков и разделение трафарета с ПП.
a) Загрузка ПП
б) Прижим ракеля
в) Нанесение паяльной пасты
г) Поднятие ракеля, разделение трафарета с ПП
д) Загрузка следующей ПП
е) Прижим ракеля
7
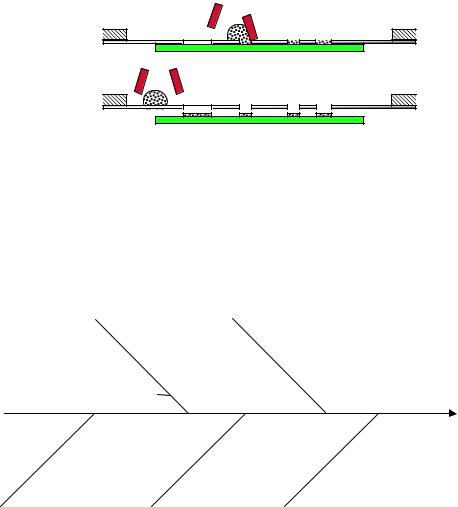
ж) Нанесение паяльной пасты
з) Поднятие ракеля, разделение трафарета с ПП Рис. 1.1. Процесс трафаретной печати
На этапе трафаретной печати возникает значительная доля дефектов, нередко превышая 60% от всех дефектов после пайки. Однако, когда технологические требования к материалам, конструкции и оборудованию соблюдены (то есть процесс хорошо управляем), доля дефектов, возникающих во время операции трафаретной печати, может быть менее трети при суммарном уровне дефектов 100 ppm.
В целом, качество трафаретной печати определяется пятью группами факторов, которые приведены на Рис. 1.2.
Оборудование |
Технологические параметры |
|
|
||||||||||||||||||||||||||||||
Автомат |
|
|
|
|
|
Усилие |
|
Скорость движения ракеля |
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
Зазор между трафаретом и ПП |
|||||||||||||||||||||||||
трафаретной |
|
|
|
|
|
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
Ракели |
|
|
|
|
|
|
||||||||||||||||||||||||
печати |
|
|
|
|
|
|
|
|
|
|
|
|
|
Угол наклона ракеля |
|
Качество |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
Трафарет |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Очистка трафарета |
|
|||||||||||
Бумага для |
Жидкость для |
|
|
|
|
|
|
|
|
|
|
|
|
трафаретной |
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
печати |
||||||||||||||||||||
|
|
|
Влажность |
|
|
|
Обучение |
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||||||||||||||
очистки |
|
|
|
очистки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
Температура |
|
|
|
Полномочия |
|
|
|||||||||||||||||||||||
трафаретов |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
трафаретов |
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Компетентность |
|
|
||||||||||||||||||
|
|
Паяльная паста |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
Материалы |
Окружающая |
|
|
|
|
Персонал |
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
среда |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Рис. 1.2. Факторы, влияющие на качество трафаретной печати
1.1.2. Необходимое количество паяльной пасты
Качество паяных соединений описано в стандартах IPC, которые устанавливают требования к форме галтели, подразумевая определенное количество припоя. Однако количество припоя, требуемое для образования качественного соединения, зависит от формы выводов, размеров контактных площадок, компланарности выводов, коробления ПП, смачиваемости и т.д. Многие из этих факторов обычно игнорируются на практике, и рекомендуемое количество пасты задается исходя из размеров контактной площадки.
Припой наносится на ПП в виде пасты и, следовательно, масса наносимого припоя определяется объемом пасты. Количество паяльной пасты должно лежать в определенных пределах. Верхний предел определяется образованием перемычек и шариков припоя в процессе пайки, нижний – слишком тонким слоем припоя в паяном соединении или необходимостью удержания компонентов во время технологических операций, следующих за трафаретной печатью. Таким образом, надежность и технологичность играют здесь важную роль.
В общем, технологические пределы (возможно ли создать соединение?) при применении компонентов с малым шагом выводов до 0,3 мм могут быть более строгими, чем предел надежности (качественное ли соединение?). Это проиллюстрировано на Рис. 1.3.
8
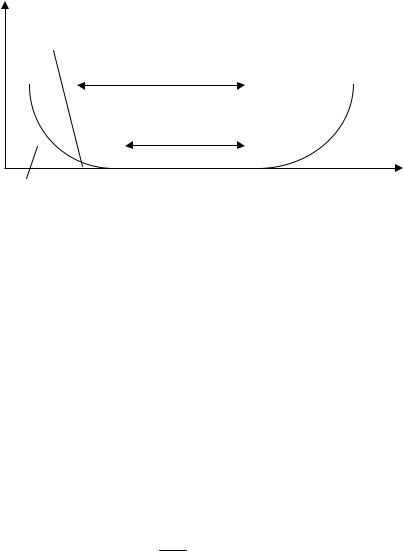
Количество |
Дефекты, вызванные |
|
|
||||
дефектов |
некомпланарностью |
|
|
||||
|
выводов компонентов |
|
|
||||
|
|
|
Идеальное окно |
|
|
||
|
|
|
|
||||
|
|
|
|
|
процесса |
|
|
|
|
|
|
|
Технологи- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ческое окно |
|
Перемычки |
Отсутствие |
|
|
|
|
|
Количество пасты |
|
|
|
|
|
||||
|
контакта |
|
|
||||
Рис. 1.3. Зависимость количества дефектов от количества пасты
Масса припоя, необходимого для создания надежного соединения, различна для разных компонентов, зависит от размеров и формы выводов. Поэтому для заданной паяльной пасты наносимый объем должен адаптироваться под каждый компонент. При трафаретной печати это достигается путем подбора размеров отверстий трафарета: длины, ширины, высоты. Для определения необходимого количества паяльной пасты также использовались размеры контактных площадок. Расчет массы и объема припоя может быть произведен по следующей формуле:
M = VH пр ρпр ,
где M – масса припоя, V – объем пасты,
Hпр – объемная доля припоя в пасте (примерно 50%, что составляет 89% по массе), ρпр – плотность припоя (около 8,5 мг/мм3).
Количество паяльной пасты на 1 мм2 контактной площадки может быть рассчитан
так:
A = VOρп ,
где A – необходимое количество паяльной пасты, мг/мм2,
V– объем отверстия трафарета, мм3,
ρп – плотность пасты, мг/мм3,
O– площадь поверхности контактной площадки, мм2.
ВТабл. 1.1 приведены значения для некоторых типов компонентов. Помимо формы и объема отпечатков пасты третий фактор влияет на процесс. Этот фактор – расположение отпечатка пасты относительно контактной площадки. В идеале, отпечатки паяльной пасты должны быть полностью совмещены с контактными площадками и не смещаться с них во время дальнейших технологических операций, чтобы не происходило образование перемычек и шариков припоя. Но из-за свойств материалов, из которых изготовлена ПП, трафарета и автомата трафаретной печати, а также допусков на параметры процесса, это не всегда может быть достигнуто. Наиболее критичный компонент, присутствующий в изделии, определяет точность процесса нанесения пасты.
Тип компонента |
|
Необходимое количество |
Требуемая точность |
|
пасты, мг/мм2 |
нанесения отпечатков, мкм |
|
Чип-резисторы, |
чип- |
0,7 |
±100 |
конденсаторы 0402 и 0603 |
|
|
|
Чип-резисторы, |
чип- |
0,7 |
±200 |
конденсаторы 0805 и 1206 |
|
|
|
9
Мелкие |
транзисторы |
и |
0,7 |
±200 |
диоды |
|
|
|
|
SSOP, |
QFP, шаг выводов |
0,6 |
±100 |
|
0,65 мм |
|
|
|
|
TSOP, QFP, шаг выводов 0,5 |
0,4 |
±50 |
||
мм |
|
|
|
|
QFP, шаг выводов 0,4 мм |
|
0,35 |
±50 |
|
Табл. 1.1. Количество паяльной пасты и требуемая точность нанесения отпечатков для различных компонентов
Значения, приведенные в Табл. 1.1, включают в себя все отклонения и являются максимально допустимыми. Если требования к объему пасты, положению отпечатков пасты и их форме выполнены, то процесс нанесения пасты будет бездефектным.
1.2.Пасты. Состав. Классификация. Правила работы с пастами
Паяльная паста представляет собой массу, состоящую из смеси порошкообразного припоя с частицами, обычно сферической формы, и флюса-связки. Свойства паяльной пасты зависят от процентного содержания металлической составляющей, типа сплава, размеров частиц порошкообразного припоя и типа флюса.
Кпаяльным пастам предъявляются следующие требования:
∙высокое качество паяных соединений, без разбрызгивания и образования сопутствующих шариков припоя;
∙хорошие клеящие свойства для удержания компонентов до пайки;
∙высокая стойкость к растеканию при предварительном нагреве;
∙минимальное количество легко удаляемых остатков флюса после пайки;
∙возможность нанесения методом трафаретной печати или дозированием;
∙длительное хранение без изменения свойств.
Тип частиц |
Не более 1% частиц |
Диаметр частиц |
Не более 10% частиц |
припоя |
с размерами, мкм |
припоя, мкм |
с размерами, мкм |
Тип 1 |
150 |
150-75 |
20 |
Тип 2 |
75 |
75-45 |
20 |
Тип 3 |
45 |
45-25 |
20 |
Тип 4 |
45 |
38-20 |
20 |
Тип 5 |
25 |
25-15 |
15 |
Тип 6 |
15 |
15-5 |
5 |
Табл. 1.2. Классификация паст по размеру частиц припоя
Паяльные пасты можно классифицировать по размеру частиц припоя в соответствии со стандартом IPC/EIA J-STD-005 (см. Табл. 1.2). При выборе паст с малым размером частиц следует помнить, что такая паста будет легко наноситься даже через маленькие отверстия трафарета, однако процесс пайки может сопровождаться образованием шариков припоя.
Реология паст довольно сложна. Паяльные пасты – неньютоновские жидкости с высокой тиксотропностью, вязкость которых зависит от коэффициента сдвига. Вязкость пасты выше при меньшем коэффициенте сдвига и ниже – при большем. Чем меньше вязкость, тем больше паста напоминает жидкость. Паяльная паста должна легко проникать через отверстия трафарета и перемещаться по поверхности трафарета, но отпечатки на ПП должны сохранять форму. С точки зрения нанесения пасты, предпочтительна средняя и высокая вязкость. Паста с низкой вязкостью (500 тыс. сП) склонна к расслаиванию, паста с очень высокой вязкостью (1400 тыс. сП) может
10