

Формовка по неразъемной модели
В зависимости от конструкции неразъемной модели возможны несколько вариантов формовки.
Формовка по неразъемной модели с плоским основанием. Этот вариант является наиболее простым и реализуется только при соблюдении двух условий: совпадении основания модели с плоскостью разъема формы и извлекаемости модели из полуформы без ее разрушения. В этом случае модель полностью располагается в одной из полуформ. Основные элементы литниково-питающей системы выполняют в верхней полуформе, а некоторые — в нижней. Формовку полуформ и все последующие технологические операции выполняют так же, как и при формовке по разъемной модели.
Формовка по неразъемной модели с подрезкой. При изготовлении форм по неразъемной модели или натурному образцу, используемому в качестве модели, не имеющим горизонтальной плоскости разъема, применяют формовку с подрезкой.
Литую деталь, изображенную на рис. 2, а, можно изготовить как по разъемной, так и по неразъемной моделям. В последнем случае модель 4 устанавливают на плоскую подмодельную плиту 5 наиболее устойчивой частью (рис. 2, б) и по описанной выше технологии, уплотняя трамбовкой 1 смесь 2 в опоке 3, получают нижнюю полуформу. После переворота полуформы на 180° и установки ее на подмодельную плиту разъемом вверх гладилкой 6 подрезают и удаляют часть смеси (рис. 2, в) для обеспечения свободного извлечения модели. При этом края подрезанной части полуформы выполняют с уклоном не менее 30° и получают фасонную поверхность разъема.
На нижнюю полуформу устанавливают верхнюю опоку и модели элементов литниковой системы. Полость опоки засыпают формовочной смесью. После уплотнения и срезания излишка смеси накалывают вентиляционные каналы 10, прорезают воронку или чашу 8 и извлекают модели стояка и выпора 7 (рис. 2, г). Полученную верхнюю полуформу снимают с нижней, переворачивают на 180° и устанавливают на подмодельную плиту. Из полуформ удаляют модели отливки, шлакоуловителя (коллектора) и питателей. Для удаления из стержня 11 газов, выделяющихся при заполнении формы жидким металлом, напротив его вентиляционного канала 12 в полуформах со стороны поверхности их разъема выполняют дополнительные вентиляционные каналы 9. Затем форму собирают.
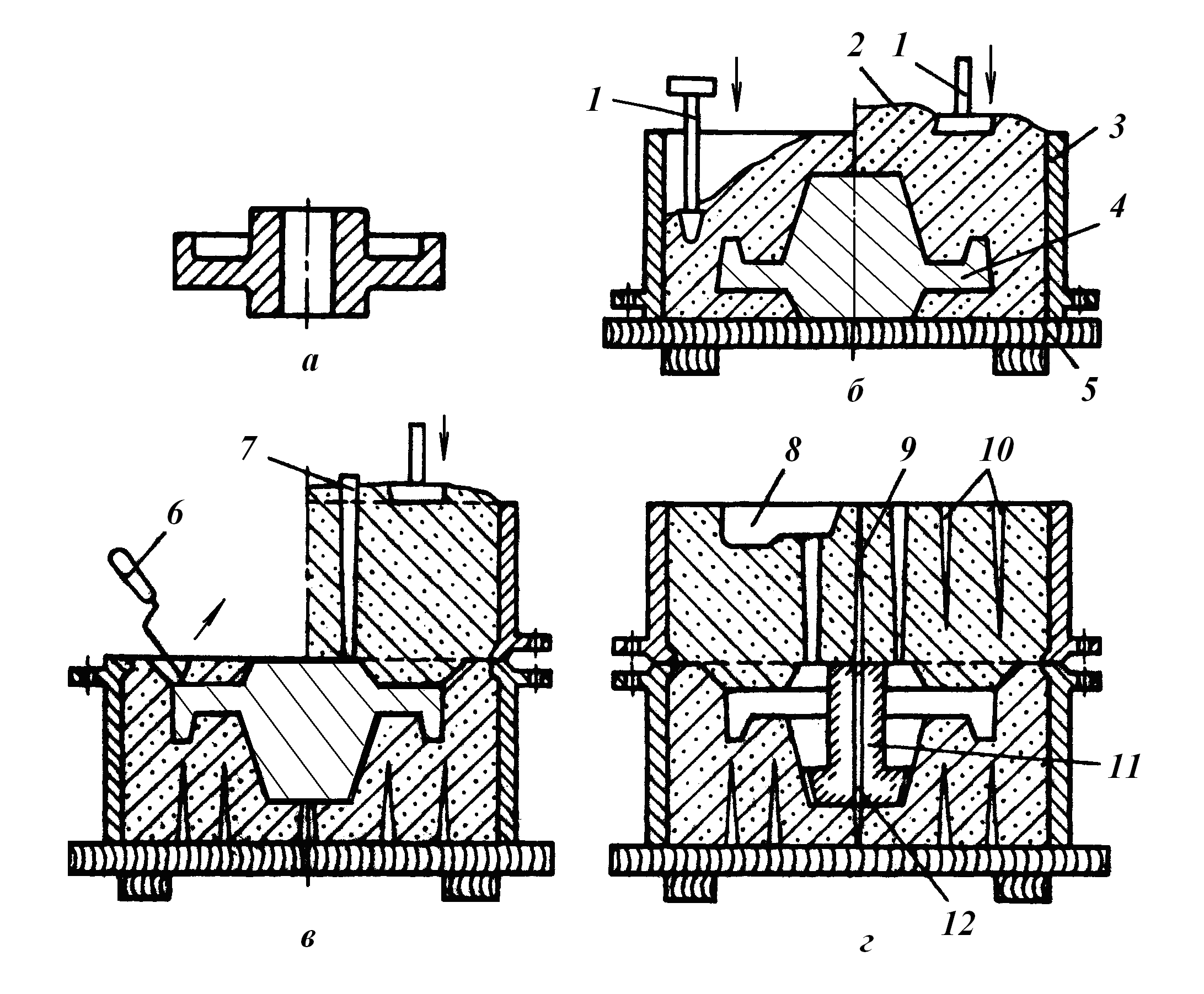 Рис.
2.
Формовка по неразъемной модели с
подрезкой:
Рис.
2.
Формовка по неразъемной модели с
подрезкой:
а - деталь; б - изготовление нижней полуформы; в- подрезка нижней полуформы и изготовление верхней полуформы; г - форма в сборе
ЛАБОРАТОРНАЯ РАБОТА № 3
Формовка по неразъемной модели с отъемными частями
Часто отливки имеют различные выступающие части в виде бобышек, платиков, буртиков и т. п., которые не попадают в разъем формы. Извлечь неразъемную модель такой отливки из полости формы без ее разрушения невозможно. Устранить нетехнологичность конструкции отливки путем ее изменения удается не всегда. В таких случаях выступающие части 2 модели 1 выполняют отъемными (рис. 3,а).
Отъемные части могут быть и на разъемных моделях. Их крепят к модели с помощью соединения типа «ласточкин хвост». Формовку по таким моделям выполняют описанными выше методами. При этом следят за тем, чтобы отъемные части в процессе уплотнения смеси не сместились. При извлечении модели из полуформы 3 отъемная часть скользит ласточкиным хвостом в пазах модели и остается в полуформе (рис. 3, б). Для извлечения отъемной части ее предварительно расшатывают, а затем вытягивают.
|
|
|


Рис. 3. Формовка по модели с отъемными частями:
а — модель с отъемными частями; б - извлечение модели и отъемных частей из формы