

Анализ Действия 1-го.
Шаг 1.
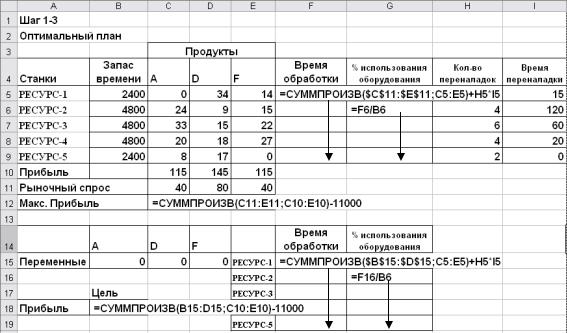
На первом шаге анализа необходимо сформулировать и решить задачу линейной оптимизации плана производства завода. Для того, чтобы сделать это, удобно организовать данные, приведенные в тексте в следующую таблицу.
Рис. 32
Заполнение пустой таблицы начнем с внесения информации о рыночном спросе в ячейки С11:Е11 (для продуктов A,D,F – это 40, 80, 40 штук соответственно). Затем, заполним строчку «Прибыль» (ячейки С10:Е10). Для этого взглянем на схему технологического процесса и определим, какое сырье требуется для производства 1 шт. продукта А. Двигаясь сверху вниз по схеме (квадратика с именем продукта к квадратикам с именем сырья) найдем, что для производства 1 шт. продукт А требуется 1 порция сырья ARM и 1 порция сырья CRM. Вычитая из отпускной цены продукта А стоимость сырья ARM и CRM, найдем условную прибыль при производстве продукта А, равную $115. Аналогично, прибыль от производства 1 шт. продуктов D и А равны $145 и $115 соответственно.
При расчете этой условной прибыли мы приняли предположение, что переменная часть издержек связана только с затратой сырья. Все остальные издержки (включая зарплату рабочих, обслуживающих универсальные станки), включены в постоянную издержку, связанную с функционированием завода - $11000 (как следует из таблицы Рис. 32).
Взяв сумму произведений рыночного спроса на условную прибыль от 1 шт. каждого продукта и вычтя постоянную издержку в $11000, найдем
Зайцев М.Г., Варюхин С.Е. |
61 |
максимальную прибыль. которую может заработать завод за неделю, если удовлетворит этот рыночный спрос (формула в ячейке С12). Результат - $9800 в неделю.
По-видимому, завод не может заработать эту прибыль, поскольку не может удовлетворить рыночный спрос из-за недостатка производственных ресурсов. Такими производственными ресурсами, очевидно, является время обработки на каждом универсальном станке, которым располагает завод в неделю. Поскольку завод работает в одну смену, 5 дней в неделю – это 40 часов на каждом станке. Выразим это время в минутах (т.к. расход времени каждого ресурса на каждую технологическую операцию, задан на схеме в минутах). Так как Ресурс-1 присутствует на заводе в одном экземпляре (Рис. 32), время обработки различных полуфабрикатов на нем составляет 2400 мин. в неделю. Станки Ресурс-2, Ресурс-3 и Ресурс-4 присутствуют в 2 экземплярах (Рис. 32), поэтому время обработки на каждом из них - по 4800 мин. в неделю. На станке Ресурс-5 (так же как на Ресурс- 1) имеется 2400 мин. в неделю.
Посмотрим теперь, сколько времени каждый из производимых продуктов требует от каждого из ресурсов. Для этого необходимо заполнить ячейки С5:Е9 нашей таблицы.
Взглянем опять на схему технологического процесса и определим, сколько времени станка Ресурс-1 требует производство 1 шт. продукта А? Следуя по схеме сверху вниз (от продукта А к сырью), видим, что в этой части схемы Ресурс-1 вообще не встречается. Следовательно, для производства продукта А он не нужен. Т.е. продукт А требует 0 мин. от Ресурса-1. Аналогично найдем, что производство продукта D требует от станка Ресурс-1 34 мин., а производство продукта F – 14 мин.
Действуя аналогично заполним строчку С6-Е6 (сколько времени каждый из продуктов A, D и F требуют от Ресурса-2), и оставшиеся строчки С7:Е9 (нормы временных затрат Ресурсов 3-5 на производство A,D и F).
После этого, сосчитаем, сколько всего времени требуется от каждого ресурса, чтобы выполнить рыночный спрос (т.е. произвести 40 шт. A, 80 шт. D и 40 шт. F). Для этого очевидно необходимо найти сумму произведений строчки норм затрат данного ресурса на единицу каждого продукта на требуемое количество каждого продукта в соответствие с рыночным спросом. Введенная в ячейку F5 формула отражает это действие (ее, разумеется, следует протянуть на ячейки F6:F9).
В этой формуле отражена еще одна важная деталь. Для того чтобы произвести весь ассортимент продуктов, каждый из Ресурсов нужно переналаживать на разные технологические операции. Это требует времени, которое должно быть прибавлено к полученному суммарному времени на обработку. Сколько времени нужно прибавить зависит от того, какое количество переналадок каждого ресурса в неделю мы готовы произвести. Иными словам, какой величины партию продукции мы собираемся «прогнать» через каждый Ресурс, настроенный на данную технологическую операцию.
С одной стороны, чем меньше переналадок мы делаем, тем меньше времени Ресурс простаивает, тем больше продукции мы можем произвести. Минимальное количество переналадок Ресурса 1, необходимое чтобы обеспечить недельный цикл (т.е., чтобы следующую неделю можно было бы начать, имея Ресурс 1, настроенный на ту же технологическую операцию, что и в начале прошлой недели), очевидно, должно быть равно 3. Аналогично, для Ресурса 2 количество переналадок будет 4 (несмотря на то, что количество станков равно 2).
Примем, для простоты, что вообще, минимальное количество переналадок в неделю равно количеству технологических операций, в которых участвует данный Ресурс (в скольких бы экземплярах станок не существовал, и в скольких бы операциях не участвовал). Количество переналадок и времени каждой переналадки для каждого станка введены в ячейках H5:H9 и I5:I9 соответственно.
С другой стороны, минимальное количество переналадок, которые мы собираемся делать, означает большой размер партии продукции, который мы «прогоняем» через каждый Ресурс, настроенный на данную технологическую операцию. Это означает, что на полу в цехах завода (или на специальных промежуточных складах) будет лежать большой объем различных полуфабрикатов - незавершенной продукции, в которой заморожены средства, затраченные на сырье, труд и пр. С этим связаны специфические издержки хранения, которые мы не учитываем сейчас, при анализе кейса, но которые в реальности могут заставить изменить наше решение о минимальном количестве переналадок (подробнее об издержках хранения см. учебные пособия [1,2] и задачи соответствующего раздела в настоящем сборнике).
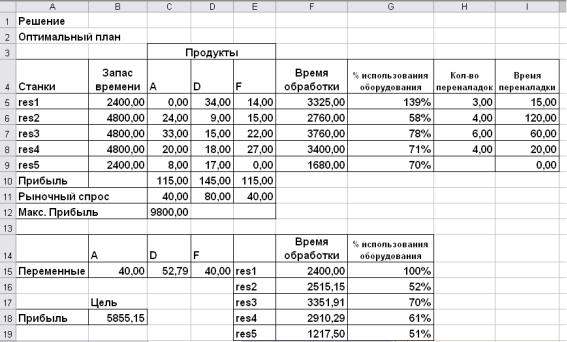
После введения формул в ячейки F5:F9 и формул, показывающих процент использования оборудования (т.е. отношение требуемого времени на обработку и переналадку каждого Ресурса для производство продукции в количестве, равном рыночному спросу, к реально имеющемуся времени), мы можем видеть, что Ресурс-1 должен быть загружен на 139%, в то время как все остальные ресурсы недогружены (Рис. 33). Таким образом. Ресурс-1 является узким местом («бутылочным горлышком») нашего технологического процесса, и не позволяет заводу удовлетворить рыночный спрос полностью и заработать максимально возможную прибыль (поскольку использование сверхурочных не предусматривается).
Чтобы рассчитать реальную прибыль, которую может заработать завод, нужно решить задачу линейной оптимизации. В качестве переменных решения (ячейки B15:D15) выберем реальные количества продуктов A, D и F, которые может произвести завод, чтобы максимизировать прибыль – целевую функцию (ячейка B18). При этом в ячейках F15:F19 вычислим сколько времени на обработку и переналадку каждого Ресурса при этом требуется, а в ячейках G15:G19 – каков при этом будет процент использования оборудования. Разумеется, в ограничениях для «Поиска решения» необходимо потребовать, чтобы этот процент не превышал 100%. Кроме того, необходимо потребовать, чтобы количество произведенного продукта каждого типа (A, D, F) не превышало рыночный спрос. В результате решения этой задачи получим следующий результат Рис. 33.
Зайцев М.Г., Варюхин С.Е. |
63 |
Рис. 33
Таким образом, прибыль завода почти на $4000 ниже максимальной. Это и является «завязкой» сюжета кейса: как улучшить производительность цеха и добиться большей прибыли?
Шаг 2.
Разумеется, ответ на вопрос, сформулированный на этом шаге – отрицательный. Предложение добросовестного рабочего не проходит. Поток произведенной продукции завода определяется его узким местом – Ресурсом-1, и сколько бы полуфабрикатов не произвел мастер на станке Ресурс-2, эта продукция будет не более чем мусор, поскольку станок Ресурс-1 не позволит переработать ее всю в конечную продукцию. Вместе с тем интересно узнать, какую все-таки прибыль завода мог «насчитать» наш мастер, если бы он игнорировал все ограничения (производственные мощности других Ресурсов, ограничения по рыночному спросу), кроме ограничения на производительность своего Ресурса-2. Ответ поразителен: прибыль увеличилась бы в 10 раз. При этом, производить нужно было бы только продукт D в количестве в 8 раз превышающем рыночный спрос.
При всей абсурдности этого решения из него можно извлечь полезную мораль: оптимизировать всегда следует весь производственный процесс (или любой другой бизнес процесс, цепочку поставок и пр.), а не какую-то часть процесса. В противном случае, мы рискуем получить такое, с позволения сказать, «субоптимальное» решение.
Шаг 3.
Прежде всего, следует понять, откуда директор получил увеличение времени производственного цикла (т.е. времени, необходимого для производства 1 шт. A, 1 шт. D и 1 шт. F). Взглянем на схемы технологического процесса.
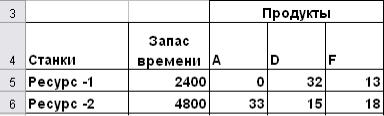
Видно, что Ресурс-1 не используется при производстве A. Таким образом, выигрыш от снижения времени операций на станке Ресурс-1 нет. При производстве D, Ресурс-1 используется дважды. На каждой операции выигрыш составит по 1 мин. При производстве F, Ресурс-1 используется один раз - выигрыш 1 мин. Итого, выигрыш 3 мин. Однако, при производстве продукта А Ресурс-2 используется трижды. На каждой операции проигрыш составляет по 3 мин. (итого -9 мин.). При производстве продукта D Ресурс-2 используется дважды. На каждой операции проигрыш составляет по 3 мин. (итого - 6 мин.). Наконец, при производстве продукта F Ресурс-2 используется один раз - проигрыш 3 мин. В сумме на увеличении времени операций станка Ресурс-2 мы теряем 18 мин. Эффект от внедрения этого рацпредложения – увеличение времени производственного цикла на 15 мин. По мнению директора это недопустимо (по-видимому, это время фигурировало в отчетных документах завода).
На самом деле, конечно, в предложении молодого технолога есть смысл. Ведь увеличение времени обработки на станке Ресурс-2 означает лишь уменьшение его простоев, в то время как, пусть и небольшое, но уменьшение времени обработки на станке Ресурс-1, означает расширение узкого места и реальное увеличение выпуска конечной продукции. Вопрос лишь в том, насколько быстро это рационализаторское предложение окупится? Это нужно сосчитать.
Скопируйте лист с полученным на шаге 1 решением исходной задачи (как описано в примере решения задачи о фирме «Фасад»- при этом скопируются и установки «Поиска решений») и замените данные о нормах расхода времени Ресурсов 1-2 после внедрения предложения технолога. Измененный фрагмент таблицы Ms Excel представлен на Рис. 34
Рис. 34
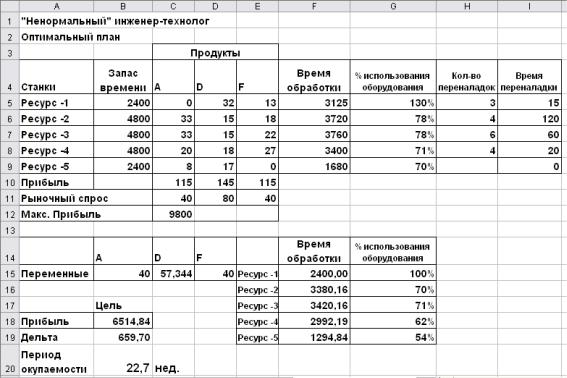
После использования «Поиска решения» получим новый оптимальный план (Рис. 35).
Зайцев М.Г., Варюхин С.Е. |
65 |
Рис. 35
Видно, что после внедрения предложения инженера-технолога еженедельная прибыль возросла на $659,7. Это означает, что примерно через 23 недели (меньше чем за полгода) инвестиции в усовершенствование производственного процесса окупятся, и прибыль завода возрастет на 11%.
Шаг 4.
Прежде всего, согласимся с директором по маркетингу, что отечественный рынок ограничивает производство продуктов A и F. И в оптимальном плане для исходной ситуации (Рис. 33), и после внедрения предложения технолога (Рис. 33) продукты A и F производятся по максимуму, который может быть потреблен рынком.
Разумеется, и производственная мощность Ресурса-1 также используется полностью. Поэтому трудно ожидать прироста выпуска продуктов A и F (если бы емкость рынка увеличилась), без уменьшения выпуска продукта D. Но при этом валовая прибыль завода, конечно, может возрасти.
Для проверки этого предложения директора по маркетингу нам понадобится новая таблица MS Excel (Рис. 36)
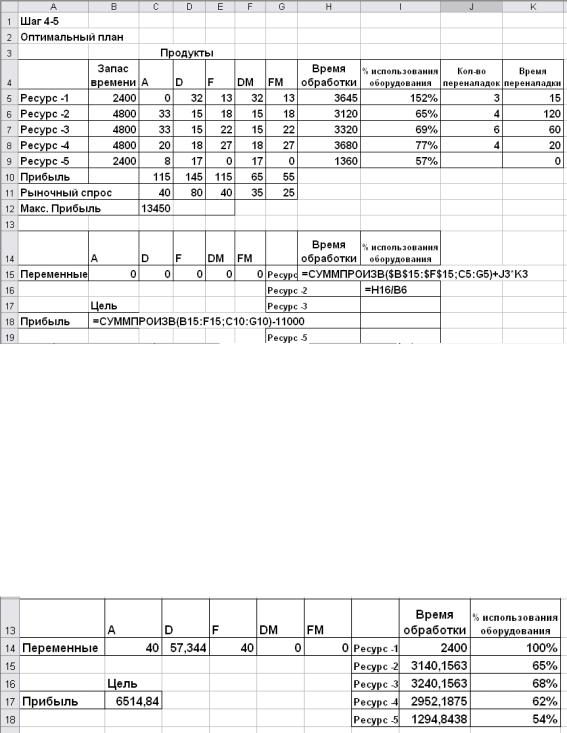
Рис. 36
Здесь мы рассматриваем продукты, которые завод будет выпускать для монголов, как новые продукты в ассортименте. Они требуют таких же норм затрат Ресурсов на их производств как и продукты D и F, производимые на отечественный рынок, но приносят меньшую прибыль (прибыль рассчитана как 2/3 от нормальной отпускной цены продуктов D и F минус те же издержки) и имеют другие рыночные ограничения.
Таким образом, теперь в нашей задаче 5 переменных. Соответственно поправлены формулы в ячейках B18 и H15:H19 (для расчета общего расхода времени Ресурсов на данный производственный план).
Результат расчета показан на Рис. 37
Рис. 37
Он выглядит обескураживающее для директора по маркетингу: производить для монголов на этих условиях ничего не надо. Понятно, что остановиться на этом результате в реальности вряд ли удалось бы. В конце концов, директор по маркетингу открывает новую стратегическую перспективу для завода. Выход на монгольский рынок сулит новые возможности роста. Как можно отвергнуть такую идею только потому, что какой-то там «Поиск решения» не находит это выгодным? Нужно разобраться.
Зайцев М.Г., Варюхин С.Е. |
67 |
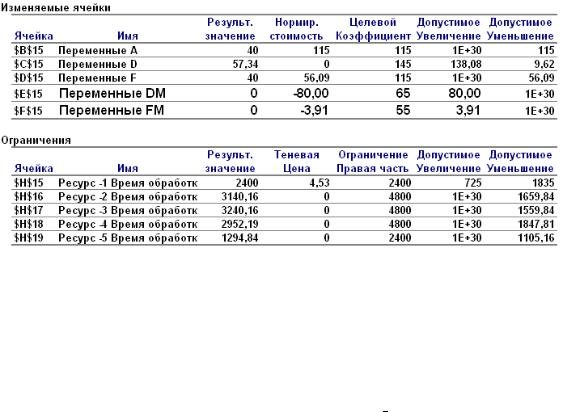
Разобраться поможет отчет по устойчивости, который «Поиск решения» может выдать к этому решению (Рис. 38).
Рис. 38
Ключом к анализу решения в данном случае является столбик «Нормир. стоимость» таблицы «Изменяемые ячейки» этого отчета. Нормированная стоимость (если она отрицательна) показывает, сколько не хватает данному продукту по норме прибыли, чтобы войти в оптимальный план (подробнее о смысле нормированной стоимости читайте в учебном пособии [1]). Для переменной DM (количество продукта D для монголов) нормированная стоимость равна -$80. Ровно настолько прибыль от предполагаемой продажи D монголам ($65) ниже, чем от продажи D на отечественном рынке.
Этот результат совершенно понятен. Ведь мы не может удовлетворить спрос на D на отечественном рынке при прибыли $145 за 1 штуку D. Понятно, что при этом продавать D монголам с потерей $80 за штуку будет слишком щедро. Да ведь и сам директор по маркетингу в своем выступлении на собрании руководителей говорил о необходимости расширения рынка для продуктов A и F, а не D (по-видимому, за время своего путешествия по Монголии он просто забыл об этих «несущественных» деталях).
Гораздо интереснее результат для продукта FM (фактически - продукт F, предназначенный для монголов). Его нормированная стоимость составляет только -$3,91. Это значит, что если директору по маркетингу удастся «подвинуть» цену на этот продукт в переговорах с монголами всего на $5 за штуку (что при отпускной цене $120 вполне реальная задача), производство F для монголов станет выгодным!
Допустим, это удалось, и проверим, какой будет теперь новый оптимальный план. Для этого просто изменим в нашей таблице MS Excel прибыль для FM с $55 до $60 и запустим «Поиск решения». Результат представлен во фрагменте Рис. 39 .
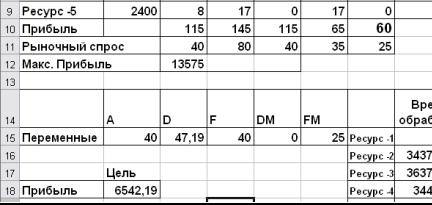
Рис. 39
Теперь нужно производить 25 шт. FМ для монголов, за счет сокращения выпуска D на отечественный рынок с 57 до 47 штук в неделю. При этом прибыль слегка возрастает (с $6514 до $6542) за счет того, что мы превысили пороговую прибыльность в расчете на единицу продукта FM на $1.09 ($5 - $3.91).
Если по какой-то причине даже такой минимальный сдвиг цены невозможен, можно, в конце концов, согласиться на этот план и при прежней цене на FM. При этом прибыль завода снизится с $6514 до $6417 ($6514 – $3.91*25), что составит всего 1,5%. Ради стратегической перспективы, такую жертву, наверное, можно перетерпеть. Используя полученную таблицу MS Excel, можно рассмотреть и другие компромиссные планы и/или ограничения.
Принятие управленческого решения в реальности не обязательно должно быть продиктовано только математически рассчитанной выгодой оптимальной плана. Однако наличие оптимального плана служит четким ориентиром, позволяя количественно оценить, сколько стоит выбор той или иной стратегической альтернативы или компромисса, заставляющих нас от этого оптимального плана отойти. Суждение о том, приемлема или нет эта цена, не является вопросом математическим, но всегда остается за лицом, принимающим решение.
Шаг 5.
Для расчета нового оптимального плана в случае приобретения второго станка Ресурс-1 достаточно внесение минимальных изменений в одну из рассмотренных ранее таблиц MS Excel.
Если мы предположим, что в нашем распоряжении есть только отечественный рынок, то модифицировать нужно таблицу на Рис. 33. При этом необходимо запас времени для обработки и переналадки Ресурса-1 увеличить вдвое (записать в ячейку B5 4800 вместо 2400), а также учесть увеличение операционных расходов на $2000, связанных с обслуживание второго станка Ресурс-1 (см. условие задачи), т.е. вычесть 2000 из формул в ячейках С12 и В18.
Зайцев М.Г., Варюхин С.Е. |
69 |
Рис. 40
Как видно из полученной таблицы (Рис. 40), теперь завод зарабатывает максимально возможную прибыль (правда, по сравнению с первоначальным вариантом, она уменьшилась на $2000). Дополнительная прибыль, по сравнению с первоначальным вариантом увеличилась примерно на $1285 в неделю (если предложение технолога, рассмотренное на шаге 3, на заводе внедрено). Окупятся вложенные инвестиции ($300000) за 4,5 года. При этом, загрузка всех Ресурсов (включая и Ресурс -1, теперь - в количестве 2 станков) не будет превышать 70%- 80%.
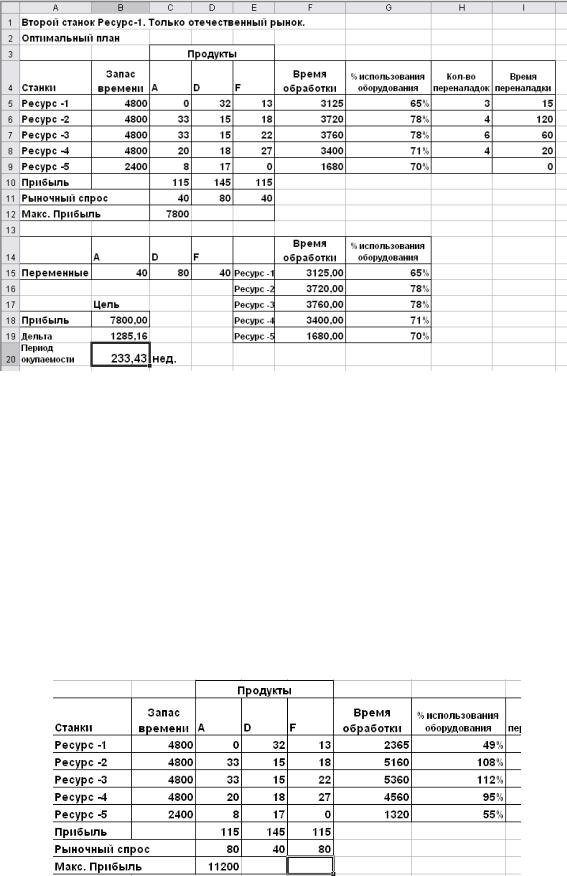
Если вдруг за это время рыночный спрос изменится, так что потребуется выпускать, скажем, 80 шт. A, 40 шт. D и 80 шт. F в неделю, то, как видно из фрагмента нашей таблицы (Рис. 41), лимитирующими окажутся Ресурсы 2-3, в то время как недавно купленный новый станок Ресурс-1 окажется совершенно не загруженным.
Рис. 41

Так покупать или не покупать новый станок Ресурс-1? Ведь это серьезное инвестиционное решение для завода. Но модели не принимают решений! Это дело менеджеров. Думается, однако, что рассмотренная модель дает менеджеру немало информации к размышлению, весьма полезной для принятия рационального управленческого решения.
Рис. 42
Рассмотрим теперь вариант, когда завод принял решение о выходе на монгольский рынок, и после этого обсуждается возможность покупки второго станка Ресурс-1. Теперь, аналогичные изменения нужно внести в таблицу Рис. 36. Результат показан в таблице Рис. 42.
Видно, что теперь завод полностью справляется с рыночным спросом на отечественном рынке и почти закрывает потребности монгольского рынка, зарабатывая при этом прибыль $11363, очень близкую к максимально возможной $11450. Выигрыш по сравнению с первоначальным вариантом составляет $4848, и инвестиции ($300000) окупаются чуть больше, чем за 1 год и 2 месяца.
Разумеется, в этом случае инвестиция выглядит гораздо более привлекательной, чем если бы монгольский рынок не был открыт. Особенно, повидимому, греет душу финансового директора то, что производственная линия завода оказывается сбалансированной: все ресурсы загружены примерно одинаково, причем процент использования оборудования от 95%-100%. Никто не простаивает!
Однако, мечта финансового директора, скорее всего, обернется кошмаром для менеджеров производственного отдела. Отсутствие ярко выраженного «узкого места» сразу резко усложнит процесс составления производственных графиков и планов закупки сырья и материалов, а неизбежные вариации длительностей обработки, сроков поставки и т.п. будут приводить либо к простоям, либо к длинным очередям полуфабрикатов то на одной то на другой операции, провоцируя авралы с неизбежными потерями качества продукции (подробнее об этом см. [16]). Однако, это уже совершенно другая тема, выходящая далеко за рамки линейной оптимизации производственного плана.