

Режущие инструменты для токарной обработки
Введение
Обработка резанием — одна из наиболее распространенных операций при изготовлении деталей из конструкционных материалов. В настоящее время до 80% деталей машин, аппаратов и приборов изготовляется методом снятия стружки. Большое разнообразие конструкционных материалов, применяемых в машиностроении, а также высокие требования к точности и качеству обрабатываемых поверхностей ставят перед технологами проблемы изыскания методов и средств наиболее производительной и экономически целесообразной обработки резанием.
Токарная обработка является одной из разновидностей обработки металлорезанием. Она осуществляется срезанием с поверхностей заготовки определенного слоя металла (припуска) резцами, сверлами и другими режущими инструментами на токарных станках. На них можно производить обтачивание и растачивание цилиндрических, конических, шаровых и профильных поверхностей этих деталей, подрезание торцов, вытачивание канавок, нарезание наружных и внутренних резьб, накатывание рифлений, сверление, зенкерование, развертывание отверстий и другие виды токарных работ. Станок сообщает заготовке вращение, а режущему инструменту – движение относительно нее. Благодаря различным движениям заготовки и резца происходит процесс резания.
3.2 Инструмент, применяемый при токарной обработке
Резцы. Основными инструментами при токарной обработке являются резцы. В зависимости от характера обработки резцы бывают черновые и чистовые. Геометрические параметры режущей части этих резцов таковы, что они приспособлены к работе с большой и малой площадью сечения срезаемого слоя. По форме и расположению лезвия относительно стержня резцы подразделяют на прямые (рис. 1, а),отогнутые (рис.1, б), и оттянутые (рис.1, в). У оттянутых резцов ширина лезвия обычно меньше ширины крепежной части.

Рисунок 1. Разновидности токарных резцов: а — прямые, б — отогнутые, в — изогнутые, г — оттянутые по отношению к оси державки резца или быть смещено вправо или влево.
По назначению токарные резцы разделяют на проходные, расточные, подрезные, отрезные, фасонные, резьбовые и канавочные (рис.2).

Рисунок 2. Типы токарных резцов: а — проходные прямые и б — проходные отогнутые, в — проходные упорные, г, д — подрезные, е — расточные проходные, ж — расточные упорные, 3 — отрезные, и —фасонные, к —резьбовые
Проходные прямые (рис.2, а) и отогнутые (рис.2, б) резцы применяют для обработки наружных поверхностей.
Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные резцы (рис.2, в),работающие с продольным движением подачи.
Подрезные резцы применяют для подрезания торцов заготовок. Они работают с поперечным движением подачи по направлению к центру (рис.2, г) или от центра (рис.2, д) заготовки. Расточные резцы используют для растачивания отверстий, предварительно просверленных или полученных штамповкой или литьем. Применяют два типа расточных резцов: проходные - для сквозного растачивания (рис.2, е), упорные — для глухого (рис.2, ж).
Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и протачивания канавок. Они работают с поперечным движением подачи (рис.2, з).
Фасонные резцы применяют для обработки коротких фа сонных поверхностей с длиной образующей линии до 30-40 мм. Форма режущей кромки фасонного резца соответствует профилю детали. По конструкции такие резцы подразделяют на стержне вые, круглые, призматические, а по направлению движения подачи — на радиальные и тангенциальные. На токарно-винторезных станках фасонные поверхности обрабатывают, как правило, стержневыми резцами, которые закрепляют в резцедержателе станка (рис.2, и). Резьбовые резцы (рис.2, к) служат для формирования наружных внутренних резьб любого профиля: прямоугольного, треугольного, трапецеидального. Форма их режущих лезвий соответствует профилю и размерам поперечного сечения нарезаемых резьб.
По конструкции различают резцы цельные, изготовленные из одной заготовки; составные (с неразъемным соединением его частей); с припаянными пластинами; с механическим креплением пластин (рис.3).

Рисунок 3. Типы токарных резцов по конструкции: цельные (а, б) составные с припаянными (в) или с механическим креплением (г)пластинами.
Сверла. Свёрла предназначены для сверления и рассверливания орверстий диаметром до 80 мм. Различают следующие типы сверл:
1) цилиндрические с винтовой канавкой и коническим хвостовиком (стандартные и удлиненные);
2) сверла для рассверливания чугуна с пластинкой из твердого сплава;
3) перовые для глубоких отверстий;
4) полые для кольцевого сверления отверстий диаметром более 60 мм.
Зенкеры. Зенкеры предназначены для окончательной обработки просверленных отверстий по 11, 12-13 квалитетам или для обработки гнезд с плоским дном под головки винтов и болтов.
Зенкеры бывают следующих типов:
1) со спиральным зубом, коническим и цилиндрическим хвостовиком (быстрорежущие или с пластинками твердого сплава);
2) со спиральным зубом (насадные и цельные);
3)насадные, со вставными ножами, быстрорежущие;
4) насадные, оснащенные твердым сплавом;
5) для цилиндрических углублений (цельные и съемные);
6) для зачистки торцовых поверхностей (пластинчатые или со вставными ножами);
7) зенковки обратные со штифтовым замком, оснащенные пластинками твердого сплава;
8) специальные для борштанг.
Развертки. Развертки предназначены для чистовой обработки отверстий с целью получения правильной формы и точных размеров по 6-7 и 8-9 квалитетам и шероховатости поверхности по 7-8 классам.
Типы разверток следующие:
1)цельные с цилиндрическим или коничским хвостовиком;
2) насадные для сквозных и глухих отверстий;
3) конические;
4) специальные для оправок и борштанг.
Метчики. На токарных станках нарезание резьбы в отверстиях производятся машинными метчиками или резьбовыми резцами. Машинные метчики (рис. 4) используют для нарезания метрической резьбы от М6 до М52 мм, дюймовой резьбы от ¼ до 2'' , трубной резьбы от 1/8 до 2'' и конической резьбы от 1/16 до 2''.
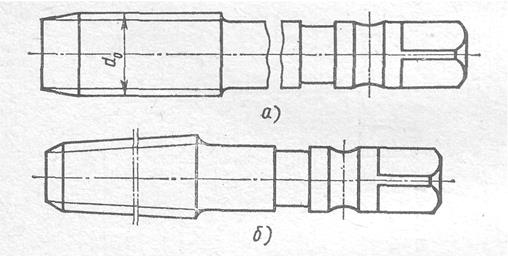
Рисунок 4. Метчики: а — для цилиндрических резьб, б — для конических резьб
Резьбы большого диаметра нарезают сборными регилируемыми метчиками, размеры и конструкция которых не стандартизированы.
Материалы токарных резцов. Основное требование, предъявляемое к материалу рабочей части резца - это твердость, которая должна быть больше твердости любого материала, обрабатываемого данным резцом. Твердость не должна заметно уменьшаться от теплоты резания. Одновременно с этим материал резца должен быть достаточно вязким (не хрупким); режущая кромка резца не должна выкрашиваться во время работы. Материал резца должен хорошо сопротивляться истиранию, которое происходит от трения стружки о переднюю поверхность резца, а также от трения задней поверхности резца о поверхность резания. Большинство современных резцов состоит из двух частей: державки из обычной конструкционной стали и напаянной режущей пластинки из инструментальной стали. Последнее время в машиностроении внедряются резцы со сменными пластинами из металлокерамики и даже из технического алмаза.
Углеродистые стали.
Инструментальные углеродистые стали по содержанию углерода и твердости подразделяются на низкоуглеродистые, содержащие углерод до 0,25%; среднеуглеродистые - от 0,25% до 0,6% и высокоуглеродистые - от 0,6 до 2%. Углеродистые инструментальные стали в соответствии с ГОСТ 1435-54, обозначаются следующими марками: У7; У8; У8Г; У9; У10; У11; У12; У13. Буква У указывает, что сталь углеродистая, а следующая за ней цифра - среднее содержание углерода в десятых долях процента. Буква Г в марке показывает повышенное содержание марганца. Углеродистые стали марок У10, У11, У12 и У13 используются для изготовления резцов, свёрл, метчиков, развёрток, плашек.
Быстрорежущие стали.
Быстрорежущая сталь - это высоколегированная сталь, применяемая, главным образом, для изготовления режущего инструмента, работающего на скоростях, в 3-5 раз больших, чем инструмент из углеродистой инструментальной стали. Такая скорость обусловлена большей износостойкостью стали. Быстрорежущие стали обозначаются буквами, соответствующими карбидообразущим и легирующим элементам:
· Р - вольфрам
· М - молибден
· Ф - ванадий
· А - азот
· К - кобальт
· Т - титан
· Ц – цирконий
За буквой следует цифра, обозначающая среднее содержание элемента в процентах (содержание хрома до 4% в обозначениях не указывается). Цифра, стоящая в начале названия марки стали, указывает содержание углерода в десятых долях процента. Например, сталь марки Р6М5 содержит 6% вольфрама и 5% молибдена. Применяемые быстрорежущие стали делятся на три группы: нормальной, повышенной и высокой производительности.
Марка |
Свойства |
Назначение |
Р18 |
Удовлетворительная прочность, износостойкость при малых и средних скоростях резания. |
Для всех видов режущего инструмента при обработке углеродистых и легированных конструкционных сталей. |
Р12 |
Близкие к свойствам стали Р18, но более высокие "горячая" пластичность и прочность, вязкость. |
То же, что для стали Р18 |
Р9 |
Близкие к свойствам стали Р18, но обладает лучшими механическими свойствами. |
То же, что для стали Р18 |
Р6М5 9Х6М3Ф3АГСТ 9Х4М3Ф2АГСТ |
Повышенная прочность, повышенная склонность к обезуглероживанию и выгоранию молибдена. |
То же, что для стали Р18, но предпочтительны для изготовления резьбонарезного инструмента, а также инструмента, работающего с ударными нагрузками. |
Р12Ф3 |
Стойкость выше в 1,5 - 2,5 раза чем у стали Р12 и Р6М5 при средних скоростях резания. |
Для чистовых инструментов при обработке вязких сталей, обладающих абразивными свойствами. |
Р6М5Ф3 |
Повышенная прочность, вязкость, износостойкость. |
Для чистовых и получистовых инструментов (фасонные резцы, развёртки, протяжки, фрезы) при обработке углеродистых и легированных конструкционных сталей. |
Р10К5Ф5 |
Повышенная вторичная твёрдость, высокая износостойкость. |
Для черновых и получистовых инструментов при обработке коррозионно-стойких высокопрочных и жаропрочных сталей и сплавов. |
Р9К10 |
Повышенная вторичная твёрдость, пониженная ударная вязкость. |
Для различных инструментов при обработке коррозионно-стойких сталей и жаропрочных сплавов, а так же сталей повышенной прочности. |
Р12Ф4К5 |
Высокая прочность и вязкость, повышенная износостойкость. |
Для чистовых и получистовых инструментов для обработки большинства марок труднообрабатываемых материалов. |
Р12М3Ф2К8 Р6М5Ф2К8 |
Повышенная прочность, высокая износостойкость. |
Для различных инструментов для обработки труднообрабатываемых материалов, а так же для обработки конструкционных материалов на высоких скоростях резания. |
Твёрдые сплавы.
Твёрдые сплавы стандартных марок выполнены на основе карбидов вольфрама, титана и тантала. В качестве связки используется кобальт. Твёрдые сплавы, по сравнению с быстрорежущими сталями, обладают повышенной твёрдостью и температурной стойкостью. В зависимости от состава карбидной фазы и связки обозначение твёрдых сплавов включает буквы, характеризующие карбидообразующие элементы:
· В - вольфрам
· Т - титан
· ТТ - (второе "Т") тантал
· К – кобальт
Массовые доли элементов выражаются в процентном отношении, сумма их составляет 100%. Например, марка ВК8 (однокарбидный сплав) содержит 8% кобальта и 92% карбидов вольфрама; марка Т5К10 (двухкарбидный сплав) содержит 5% карбидов титана, 10% кобальта и 85% карбидов вольфрама; марка ТТ8К6 (трёхкарбидный сплав) содержит 6% кобальта, 8% карбидов титана и тантала, 86% карбидов вольфрама.