

Моделирование систем / Лабораторная работа№2 / Отчет2
.docxМинистерство образования и науки Кыргызской Республики
Кыргызский Государственный Технический Университет им. И. Раззакова
Факультет Информационных Технологий
Кафедра:”Информатика и вычислительная техника”
Отчет
По лабораторной работе №2
По дисциплине: Язык моделирования GPSS
Бишкек 2020
Задание: На сборочный участок цеха предприятия через интервалы времени 10±3, поступают партии, каждая из которых состоит из 20 деталей. 30% всех поступающих деталей перед сборкой должна пройти предварительную обработку в течение 5 мин. На сборку подаются 1 обработанная и 2 не обработанные детали. Процесс сборки занимает всего 6 мин. Затем изделие поступает на регулировку, продолжающуюся в среднем 8 мин. В результате сборки возможно появления 4% бракованных изделий, которые разбираются на детали, и направляются снова на предварительную обработку. Смоделировать работу участка в течение 24 ч. Определить возможные места появления очередей и их вероятностно-временные характеристики. Выявить причины их возникновения, предложить меры по их устранению и смоделировать скорректированную систему.
Код программы на GPSS:
regul storage 7
treatmt_d storage 6
generate 10,3 ; каждые 20 мин поступает 20 деталей
split 19 ; создаем 19 копий транзактов
transfer .30,,treatmt;30% деталей передается на обработку
queue sto_d_N ;создаем накопитель для не обраб дт
terminate ;удаляем транзакт
treatmt queue tr
enter treatmt_d;обработка в treatmt_d
depart tr
advance 5 ;время обработки 4 мин
leave treatmt_d;освобождаем treatmt_d
queue sto_d ;создаем накопитель для хранения обработанных дт
terminate;удаляем транзакт
generate 10,3;
test GE Q$sto_d,1,l_exit;если значение парамера больше или равно 1 то перейдем в след блок
test GE Q$sto_d_N,2,l_exit;если значение парамера больше или равно 2 то перейдем в след блок
depart sto_d,1 ;удаление из очереди <1
depart sto_d_N,2 ;удаление из очереди , длина<2
queue sborka_stor
seize assemb; идем на сборку
advance 6; занимает 5 мин
release assemb; освобождаем
depart sborka_stor
enter regul; на регулировку
advance 8; занимает 6 мин
leave regul; освобождаем
transfer .96,,l_exit; 96% передаются на выход
split 2; 2 копии транзакта
transfer ,treatmt; передача на обработку
l_exit terminate; удаление 96% обраб дт
generate 1440; работа на 24 часа
terminate 1;
start 1;
Результат:
GPSS World Simulation Report - лаб 2.29.1
Wednesday, November 24, 2021 16:29:30
START TIME END TIME BLOCKS FACILITIES STORAGES
0.000 1440.000 31 1 2
NAME VALUE
ASSEMB 10006.000
L_EXIT 29.000
REGUL 10000.000
SBORKA_STOR 10005.000
STO_D 10002.000
STO_D_N 10003.000
TR 10004.000
TREATMT 6.000
TREATMT_D 10001.000
LABEL LOC BLOCK TYPE ENTRY COUNT CURRENT COUNT RETRY
1 GENERATE 141 0 0
2 SPLIT 141 0 0
3 TRANSFER 2820 0 0
4 QUEUE 1954 0 0
5 TERMINATE 1954 0 0
TREATMT 6 QUEUE 881 0 0
7 ENTER 881 0 0
8 DEPART 881 0 0
9 ADVANCE 881 0 0
10 LEAVE 881 0 0
11 QUEUE 881 0 0
12 TERMINATE 881 0 0
13 GENERATE 143 0 0
14 TEST 143 0 0
15 TEST 142 0 0
16 DEPART 142 0 0
17 DEPART 142 0 0
18 QUEUE 142 0 0
19 SEIZE 142 0 0
20 ADVANCE 142 0 0
21 RELEASE 142 0 0
22 DEPART 142 0 0
23 ENTER 142 0 0
24 ADVANCE 142 1 0
25 LEAVE 141 0 0
26 TRANSFER 141 0 0
27 SPLIT 5 0 0
28 TRANSFER 15 0 0
L_EXIT 29 TERMINATE 137 0 0
30 GENERATE 1 0 0
31 TERMINATE 1 0 0
FACILITY ENTRIES UTIL. AVE. TIME AVAIL. OWNER PEND INTER RETRY DELAY
ASSEMB 142 0.592 6.000 1 0 0 0 0 0
QUEUE MAX CONT. ENTRY ENTRY(0) AVE.CONT. AVE.TIME AVE.(-0) RETRY
STO_D 739 739 881 142 367.417 600.546 715.942 0
STO_D_N 1672 1670 1954 284 840.906 619.706 725.093 0
TR 8 0 881 704 0.478 0.782 3.890 0
SBORKA_STOR 1 0 142 0 0.592 6.000 6.000 0
STORAGE CAP. REM. MIN. MAX. ENTRIES AVL. AVE.C. UTIL. RETRY DELAY
REGUL 7 6 0 2 142 1 0.783 0.112 0 0
TREATMT_D 6 6 0 6 881 1 3.059 0.510 0 0
FEC XN PRI BDT ASSEM CURRENT NEXT PARAMETER VALUE
2956 0 1440.544 2956 0 1
2976 0 1444.575 2976 0 13
2955 0 1447.814 2955 24 25
2977 0 2880.000 2977 0 30
Модель на Anylogic:
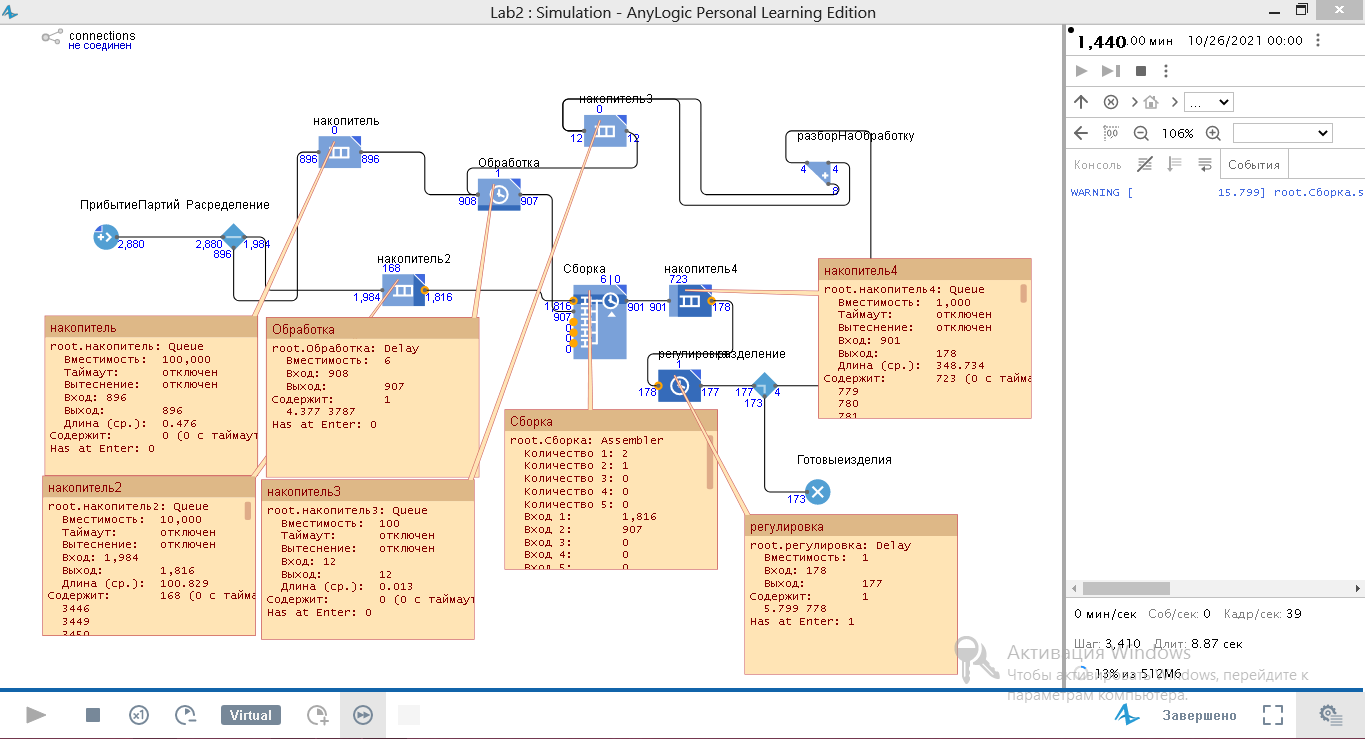
Перед регулировкой возникла очередь, вызванное нехваткой оборудования для регулировки, тем самым вызывает задержку непер сборкой. Для устранения данной проблемы, было принято решение расширить участок регулировки с одного до семи рабочих мест, что заметно увеличило выпуск готовых изделий, тем самым увеличив число бракованных изделий , что в свою очередь вызвало задержку на сборочном участке. В результате, перед сборкой тоже образовалась очередь.
Н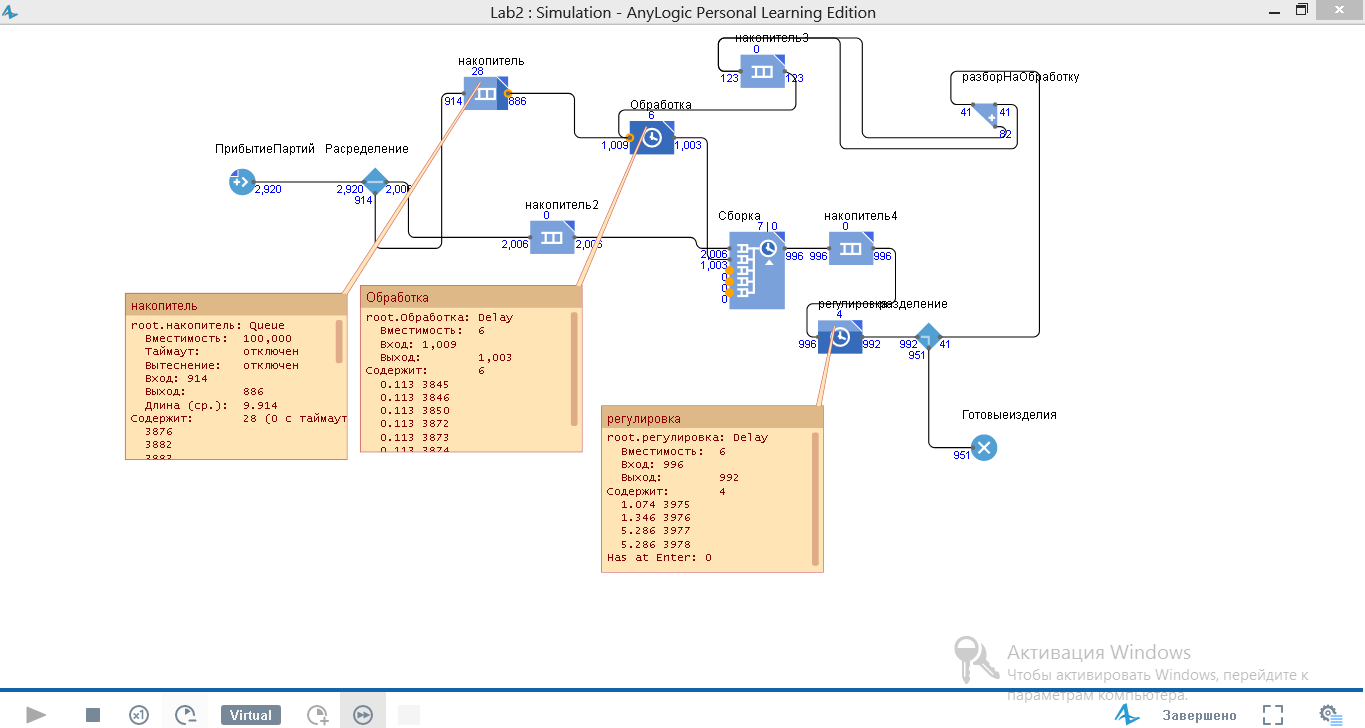 о
это не повлияло на работу цеха в целом
и можно считать , что рабочий порядок
в цехе считается оптимальным.
о
это не повлияло на работу цеха в целом
и можно считать , что рабочий порядок
в цехе считается оптимальным.