

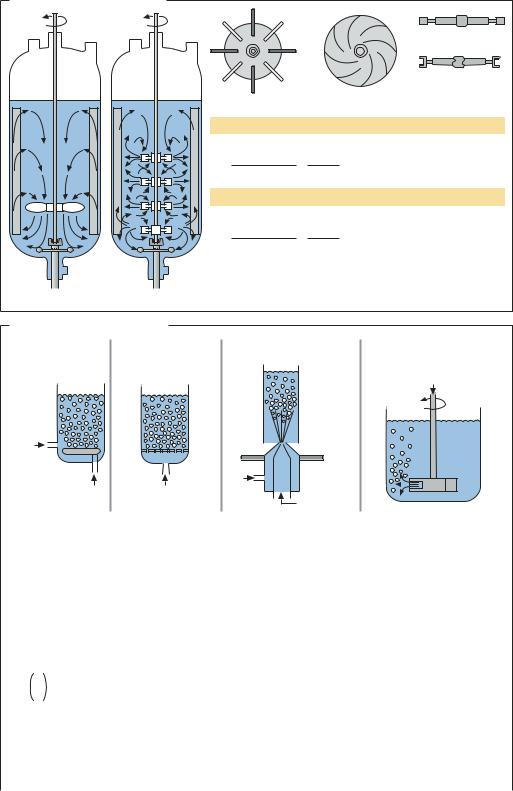
Перемешивание в реакторе |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Мешалка типа MIG |
|
|
|
|
|
|
|
|
|
Мешалка типа |
|
|
|
|
|
|
|
|
|
Inter-MIG |
|
Крыльчатые диски |
|
|
Турбинные мешалки |
|||||
|
|
|
Характеристики турбулентных потоков |
||||||
|
Число Рейнольдса (Re) |
|
|
|
|
||||
|
Re = |
Сила инерции |
= |
d |
2nρ |
(безразмерная величина) |
|||
|
|
Вязкость |
|
R |
|||||
|
|
|
|
|
η |
|
|
|
|
|
|
|
|
|
Потребление энергии |
||||
|
Показатель мощности (Ne) |
|
|
|
|||||
|
Ne = |
|
Сила тяги |
= |
|
Po |
(безразмерная величина) |
||
|
Сила инерции |
dR5n3ρ |
|||||||
|
dR |
= |
Диаметр мешалки, м |
η |
= |
Динамическая вязкость |
|||
|
n |
= |
Скорость вращения |
|
|
раствора, Па с |
|||
Подача воздуха |
Подача воздуха |
|
мешалки, с–1 |
|
|
Po |
= |
Мощность мешалки, Вт |
|
|
|
|
|
|
ρ |
= |
Плотность, кг/м3 |
||
Системы аэрации реакторов
Перфорированное |
Перфорированная |
Инжектор |
Мешалка с устройством |
кольцо |
пластина |
|
для аэрации |
|
|
|
Газ |
Жид- |
|
|
Жид- |
кость |
|
|
кость |
|
|
Газ |
|
Газ |
Газ |
|
Жидкость |
|
|
|
|
|
|
|
|
Потребность в кислороде |
|
|
|
Скорость поглощения кислорода |
|
||||||
QO |
|
= XqO |
|
= kLa (CO* – CO ), моль/(л ч) |
qO2 |
= qO2max |
CO |
2 |
, моль/(л ч) |
|
|
|||||
|
|
2 |
|
2 |
2 |
2 |
|
|
|
|
|
|||||
|
|
|
|
KO2 |
+ CO2 |
|
|
|||||||||
q |
|
max = Максимальная скорость поглощения |
|
|
|
|
|
|
||||||||
|
O2 |
кислорода, моль/г ч |
|
|
|
|
|
|
|
|
|
|||||
|
|
|
CO2 |
= Концентрация растворенного кислорода, моль/л |
||||||||||||
qO2 |
= Скорость поглощения кислорода, моль/г ч |
C |
* = Насыщающая концентрация кислорода, моль/л |
|||||||||||||
|
|
|
= Объемный коэффициент массопередачи (kLa), ч–1 |
|
O2 |
|
|
|
|
|
|
|
||||
kLa |
K |
O2 |
= Константа Михаэлиса для О |
, моль/л |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
X= Концентрация биомассы, г/л
|
Кислородный обмен: |
|
|
|
|
Объемная скорость подачи воздуха |
|
|
||||
|
коэффициент массопередачи kLa |
|
|
|
|
Объем воздуха |
||||||
|
|
P α |
B = |
|
, мин–1 |
|||||||
|
|
Емкость реактора мин |
||||||||||
|
kLa = |
|
(uG0)β, ч–1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
VR |
Показатель аэрации (NВ) |
|||||||||
|
k, α, β = Константы (безразмерная величина) |
NB = |
|
VG |
(безразмерная величина) |
|||||||
|
ndR3 |
|||||||||||
|
P |
= Мощность мешалки, Вт |
|
|
|
|
|
|
||||
|
VG |
= Скорость потока газа, м3/с |
||||||||||
|
VR |
= Объем реактора, м3 |
n |
= Скорость вращения мешалки, с–1 |
||||||||
|
uG0 |
= Скорость подачи газа, м/с |
dR |
= |
Диаметр мешалки, м |
|||||||
|
|
|
|
|
|
|
|
|
|
|
209 |
|
методов |
Промышленные процессы ферментации |
|||||
ВВЕДЕНИЕ. Переход от процесса, разработанного |
300 л, а в промышленности применяются реакторы с |
|||||
биотехнологических |
в лаборатории, к промышленному производству не |
рабочим объемом до 500 м3. При ферментации в |
||||
сводится к простому увеличению масштаба. В зави- |
больших объемах значительными оказываются энер- |
|||||
|
||||||
|
симости от технологического процесса используются |
гетические затраты на обеспечение быстрого пере- |
||||
|
различные конструкции биореакторов, среди которых |
мешивания среды и отвода тепла для сохранения по- |
||||
|
наибольшее |
распространение получили |
реакторы |
стоянной температуры. В масштабных производствах |
||
|
с перемешиванием. Обычно процесс перехода к |
(например, производстве глутаминовой кислоты, |
||||
|
большим объемам производства осуществляется по- |
белков одноклеточных организмов или при очистке |
||||
|
этапно (30 л → 300 л → 3000 л → промышленные |
стоков) используют эрлифтные реакторы объемом до |
||||
|
масштабы). |
|
|
|
1500 м3, в которых аэрация осуществляется за счет |
|
|
МАСШТАБИРОВАНИЕ. Уже на уровне эксперимен- |
внутренней или внешней рециркуляции газа. |
||||
Основы |
тальных цехов биореакторы снабжены мешалками, |
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНАЯ АППАРАТУРА. Конт- |
||||
турбинами, насосами и специальными устройствами |
роль условий культивирования необходим и в экспе- |
|||||
|
||||||
|
для аэрации. Все эти инженерные приспособления |
риментальных установках для подбора оптимальных |
||||
|
необходимы для создания оптимальных условий |
параметров, и в ходе производственного процесса. |
||||
|
культивирования клеток. При переходе к промышлен- |
Обычно измеряют следующие характеристики: вес |
||||
|
ным масштабам производства необходимо учиты- |
клеточной массы, температуру культуральной жидко- |
||||
|
вать, что в больших реакторах время перемешивания |
сти, скорость вращения и потребляемую мощность |
||||
|
должно быть значительно увеличено. Для того чтобы |
перемешивающих устройств, содержание кислорода и |
||||
|
в реакторе объемом более 150 м3 достичь обычной |
рН среды. Часто в отработанных газах анализируют |
||||
|
для небольших объемов скорости вращения мешал- |
содержание СО2 (методом ИК-спектроскопии) и О2 |
||||
|
ки, потребуются огромные энергозатраты. Из этих же |
(методом парамагнитного резонанса). По результа- |
||||
|
соображений крайне редко в промышленности ис- |
там всех анализов получают полную картину техноло- |
||||
|
пользуют рекомбинантные организмы, содержащие |
гического процесса. Состав продукта и расход суб- |
||||
|
плазмиды с промотором фага λ: при повышении |
страта определяют путем периодического отбора проб |
||||
|
температуры, что необходимо для индукции генов |
без нарушения стерильности системы. Из-за больших |
||||
|
под λ-промотором, может нарушить стабильное те- |
затрат на проведение ферментации и высоких цен на |
||||
|
чение процесса в большом реакторе. При расчете па- |
сырье, ведется постоянный поиск возможностей для |
||||
|
раметров аэрации учитывают повышенную чувстви- |
снижения затрат (технологический процесс получения |
||||
|
тельность клеток стрептомицетов, Aspergillus и |
продукта с рыночной ценой около 10 евро/кг в фер- |
||||
|
Penicillum к механическому воздействию. Аналогич- |
ментере объемом 100 м3 с выходом продукта 100 г/л |
||||
|
ные аспекты принимают во внимание, когда рассмат- |
обходится в 100 000 евро). |
||||
|
ривают прохождение газа через среду, а также отве- |
ПРОБЛЕМА ПЕНООБРАЗОВАНИЯ В ФЕРМЕНТЕРАХ. |
||||
|
дение образовавшегося |
тепла с |
помощью |
Интенсивная аэрация жидких сред, содержащих бел- |
||
|
теплообменников. |
|
|
ки, часто сопровождается нежелательным пенообра- |
||
|
ТИПЫ БИОРЕАКТОРОВ. Первыми в промышленности |
зованием. Для предотвращения этого обычно ис- |
||||
|
были применены поверхностные реакторы (для про- |
пользуют механические сбиватели пены, а при |
||||
|
изводства лимонной кислоты) и пленочные биореак- |
образовании слишком большого количества пены в |
||||
|
торы (биофильтры для аэробной очистки сточных |
среду добавляют химические пеногасители (напри- |
||||
|
вод). Такие конструкции относительно просты в экс- |
мер, эруковую кислоту или силиконы). Однако следу- |
||||
|
плуатации, однако удельный выход продукта невелик. |
ет помнить, что присутствие химических реагентов |
||||
|
В современной промышленности наибольшее рас- |
может значительно усложнять процедуру очистки |
||||
|
пространение получили реакторы с перемешивани- |
продукта, поэтому стараются использовать мини- |
||||
|
ем, снабженные системой контроля температуры и |
мальные количества пеногасителей. |
||||
|
интенсивности аэрации, вентилями для отбора проб и |
|
||||
|
стерильными |
элементами |
конструкции (трубы |
|
||
|
и т. д.). В процессах с многоступенчатой фермента- |
|
||||
|
цией используются реакторы с лопастными мешалка- |
|
||||
|
ми, а в случае одноклеточных организмов эрлифт- |
|
||||
|
ные реакторы или барботажные колонны. При |
|
||||
|
производстве уксусной кислоты и аэробной очистке |
|
||||
|
сточных вод применяют мешалки, засасывающие |
|
||||
210 |
воздух при вращении. Реакторы для исследователь- |
|
||||
ских целей, как правило, имеют объем не более |
|
|||||
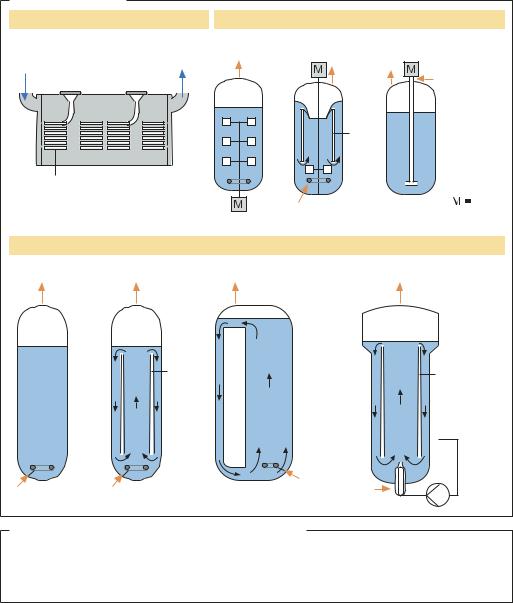
Типы биореакторов |
|
|
|
|
Поверхностный биореактор |
Реакторы с механическим перемешиванием |
|||
Подача |
|
Турбинная |
С внутренними |
Мешалка, засасывающая |
влажного |
Выход |
мешалка |
трубками |
воздух при вращении |
воздуха |
воздуха |
Газ |
|
Газ |
|
|
Газ |
Газ |
|
|
|
|
||
|
|
|
|
Пере- |
|
|
|
|
город- |
|
|
|
|
ка |
Пластины |
|
|
|
|
с питательной средой |
|
|
Мотор |
|
|
|
|
Газ |
|
|
|
|
|
|
|
|
|
Обычно такие реакторы имеют объем до 150 м3 |
|
Барботажные колонны, эрлифтные реакторы и реакторы с внутренним контуром |
||||
Барботажная |
Эрлифтный |
Реактор с внутренним |
Реактор с внешней |
|
колонна |
реактор |
контуром |
|
рециркуляцией |
Газ |
Газ |
Газ |
|
Газ |
|
Пере- |
|
|
Пере- |
|
город- |
|
|
город- |
|
ка |
|
|
ка |
|
|
|
|
L |
Газ |
Газ |
|
Газ |
Газ |
|
|
|||
Такие реакторы обычно имеют объем >150 м3 |
|
|
|
|
Скорость перемешивания в реакторах разного объема |
|
|||
Объем биореактора, л |
3 |
9 |
100 |
300 |
1 000 |
3 000 |
24 000 |
Скорость вращения мешалки, об/мин |
750 |
2 000 |
230 |
350 |
200 |
180 |
30 |
Время перемешивания, с |
5 |
3 |
6,6 |
5 |
25 |
20 |
66 |
|
|
|
|
|
|
|
|
|
Параметры процесса ферментации |
|
|
|
|
|
||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
||
|
Физические параметры |
|
Химические параметры |
|
Биологические параметры |
|
|
|
|
Температура |
Величина рН |
Активность ферментов |
|
||||
|
Давление |
Растворенный кислород |
Содержание АТФ |
|
||||
|
Потребляемая мощность |
Содержание О2 и СО2 |
Содержание НАДФ |
|
||||
|
Вязкость |
в отработанных газах |
Содержание белков |
|
||||
|
Скорость прохожения газа |
Редокс-потенциал |
|
|
|
|||
|
Поступление среды |
Концентрация субстрата |
|
|
|
|||
|
Оптическая плотность среды |
Концентрация продукта |
|
|
|
|||
|
Вес ферментера |
Концентрация ионов |
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
Красным обозначены параметры, значение которых можно регулировать |
|
|
211 |
||||
|
|
|
|
|
|
|
|
|