

Титульный
Содержание
Задание: для заданных условий обработки металла точением (черновое точение) выбрать инструмент, элементы режима резания, осуществить проверку выбранного режима резания и рассчитать машинное время обработки и ресурса инструмента в зависимости от периода стойкости, выбрать оборудование.
Исходные данные: обрабатываемый материал сталь Х18Н9Т в = 540 МПа, НВ = 145 в соответствии с рисунком 1 и размерами по заданию варианта № 6, производство серийное.
Технические требования:
точность обработки; 12 - 11 квалитет;
шероховатость: Ra 12,5 [1, табл.3].

Эскиз вала
Выбор того или иного производства, а также присущих ему технологических и организационных форм, производится исходя из данной годовой программы выпуска, ориентировочной трудоемкости изготовления детали и ее массы.
Масса детали рассчитывается по формуле:
Мдет = V· ,кг (1)
где V – объем детали, см3
- удельный вес материала, г/см3(для стали = 7,8).
Объем детали определяется суммой объемов ступеней детали вал.
 ,
см3 (2)
,
см3 (2)
где Di – диаметр соответствующей ступени детали, см;
li – длина соответствующей ступени детали, см.


Для заданной детали «Вал» определен тип производства - серийное.
Серийным называется производство характерной чертой, которого является изготовление или ремонт изделий периодически повторяющимися партиями.
Объем выпуска деталей зависит от массы детали и в среднесерийном производстве колеблется от 300 до 25000 штук.
Номенклатура выпускаемых изделий уже чем в единичном производстве. Заготовки получают из проката, штамповки, отливок в металлические формы и литье под давлением.
Применяемое оборудование: широко применяются станки с ЧПУ, а также универсальное оборудование с применением переналаживаемой оснастки. Инструменты применяются как универсальные, так и специальные.
Оборудование может быть расставлено в поточную линию. Квалификация рабочих средняя (4-5 разряд). Взаимозаменяемость частичная с небольшим объемом пригоночных работ (менее 1%).
Выбор заготовки производится на основании анализа конфигурации детали, ее материала, типа производства и технических требований.
Вал – деталь машины, предназначенная для передачи крутящего момента и восприятия действующих сил со стороны расположенных на нём деталей и опор.
Деталь простой формы, состоит из поверхностей тел вращения, не требующих сложной формы заготовки. Перепад диаметров небольшой. Это позволяет изготовить деталь с минимальными отходами. Все поверхности для обработки доступны.
Для изготовления данной детали принимается заготовка горячекатаный прокат обычной точности, круглого сечения (рис. 2).

Эскиз заготовки
Масса заготовки рассчитывается по формуле:
Мзаг = V· ,кг (3)
где V – объем заготовки, см3
- удельный вес материала, г/см3(для стали = 7,8).
Объем заготовки определяется по формуле 3.

В соответствии с табл. 4 [3] для получения заданной точности и качества поверхности детали необходимо выполнить токарную черновую и чистовую обработку, предварительное и чистовое шлифование.
Технологический процесс изготовления детали «Вал» в условиях серийного производства. Разработка черновой токарной операции.
Последовательность обработки детали:
Операция 05 - Заготовительная
Операция 10 - Фрезерно-центровальная
Операция 15 - Токарная черновая
Операция 20 - Токарная чистовая (с одной стороны)
Операция 25 - Токарная чистовая (с другой стороны)
Операция 30 - Термическая (закалка, нормализация)
Операция 35 - Предварительное шлифование
Операция 40 - Шлифовальная чистовая
Операция 45 - Контрольная.
Разработка технологической операции 015 Токарная черновая обработки детали по установам, переходам.
Установ А.
Установить деталь в трехкулачковом патроне. Точить поверхность 1 41 -0,25 мм на длину 130 мм, точить поверхность 2 37 -0,25 мм на длину 70мм, точить поверхность 2 33 -0,25 мм на длину 70мм, точить поверхность 3 28 -0,21 мм на длину 25 мм, точить поверхность 3 23 -0,21 мм на длину 25 мм, точить поверхность 3 19 -0,21 мм на длину 25 мм, согласно чертежа. Открепить деталь.
Установ Б.
Переустановить, закрепить в трехкулачковом патроне. Точить поверхность 4 40 -0,25 мм на длину 30 мм, точить поверхность 4 35 -0,25 мм на длину 30 мм, точить поверхность 4 31 -0,25 мм на длину 30 мм, согласно чертежа. Открепить деталь.
Режущий инструмент: резец 2103-1105 ВК8 ГОСТ 18879-73.
Приспособление: токарный трехкулачковый патрон.
Мерительный инструмент: штангенциркуль ШЦЦ-1-125-0,01 ГОСТ 166.
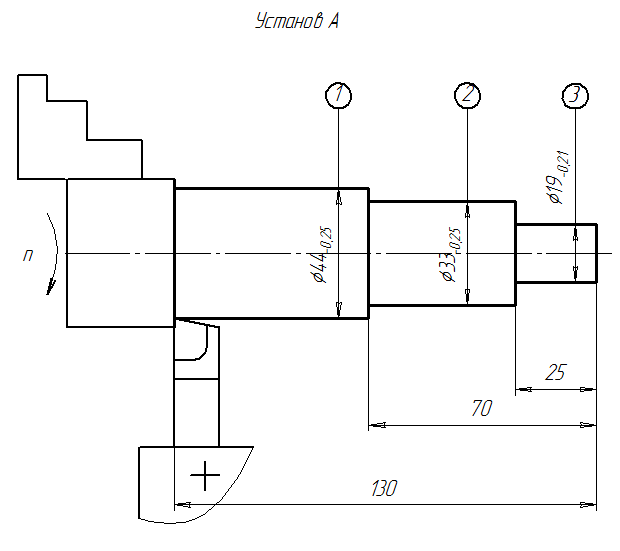
Схема обработки детали вал. Установ А

Схема обработки детали вал. Установ Б