

5.5. Особенности ковки легированных и инструментальных сталей
Поковки из легированных и инструментальных сталей, как правило, предназначаются для изготовления наиболее ответственных деталей машин и должны быть всегда высококачественными. Поэтому при нагреве и ковке их необходимо вести ступенчатый режим нагрева. Поковки надо ковать частыми и сильными ударами, при этом поворачивая их после каждых двух-трех ударов и постоянно следить за тем, чтобы на заготовке не образовывались острые углы и кромки. При ковке на молотах следует использовать узкие бойки, чтобы хорошо проковать сталь. Нужно обязательно делать осадку не менее 2—3 раз в зависимости от характера ковки. После каждой осадки и последующей протяжки заготовки требуется подвергать промежуточному отжигу. Ковку следует заканчивать при температуре на 30 ... 50 °С большей, чем температура конца ковки (см. табл. 5.1). При невыполнении этих требований (особенно режима нагрева и конца ковки) в металле образуется не наклеп, как у углеродистых сталей обыкновенного качества, а трещины. Наклеп — устранимый дефект, а трещины чаще всего приводят к окончательному браку.
Перед ковкой инструментальной стали марок У7 ... У 13 рекомендуется убедиться, из той ли марки стали получена заготовка. Для этого из нее отковывают брусок сечением 10 х 10 мм, который надрубают, затем закаливают и ломают. В месте излома металл должен иметь матовый цвет.
Из приведенного видно, что изготовление поковок из легированных и инструментальных сталей более трудоемко, чем из углеродистых сталей обыкновенного качества.
Глава 6 Размеры и масса поковок и заготовок
6.1. Подготовка металла к ковке
Поступивший в кузницу или ремонтную мастерскую металлопрокат должен храниться на специальных стеллажах в определенном порядке по профилям (сортам), размерам проката и маркам сталей.
Подготовка металла к ковке включает выбор профиля и, при необходимости, определение марки стали, разделку проката на заготовки, обнаружение и устранение дефектов.
Выбор профиля заключается в том, чтобы подобрать его с сечением, близким к сечению поковки или с размерами, обеспечивающими заданную степень укова, а число нагревов было бы минимальным (лучше если нагрев будет один).
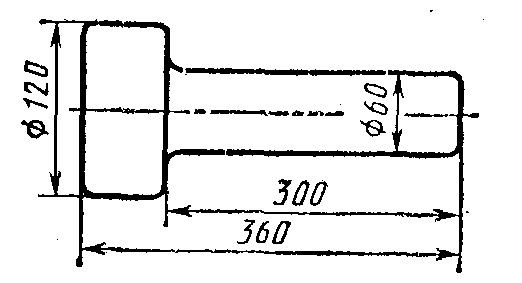
Например, требуется выбрать профиль проката для поковки, показанной на рис. 6.1. Прежде всего следует решить, из какого профиля ковать поковку: из квадратного или круглого. Так как поковка круглая, то, очевидно, лучше ее ковать из профиля с круглым сечением. При этом также надо решить, какой выбрать диаметр круга 60 или 120 мм, судя по размерам поковки. Если взять заготовку диаметром 60 мм, то будет применена операция высадки головки диаметром 120 мм. При выборе заготовки диаметром 120 мм потребуется протяжка. Если же будет найдена заготовка какого-то промежуточного диаметра, то необходимо выпол- ^ нять операции и осадки и про- '» тяжки.
89
Для данной поковки менее трудоемка высадка, кроме того, деталь, полученная из такой поковки, будет прочнее'! (см. рис. 5.2, а). Поэтому целесообразным будет взять;
заготовку диаметром 62 мм с запасом на угар. ]
Если не окажется заготовки из круглого проката, то' поковку (см. рис. 6.1) можно отковать из заготовки о квадратным сечением. При этом сторона квадрата должна быть равна или немного больше меньшего диаметра поковки. В этом случае придется выполнять операции протяжки и осадки.
При необходимости получить поковку с заданной степенью точности укова диаметр заготовки следует определить по формуле (5.3) или (5.4).
Разрезка металла на заготовки при ручной ковке и ковке на молотах осуществляется на оборудовании (см. гл. 4) или отрубкой заготовки от проката непосредственно перед ковкой. Иногда машиной отрезают штанги, кратные трем—пяти поковкам (длиной 500 ... 800 мм), которые легче нагревать, переносить и разрубать на заготовки, а после отковки готовой или полуготовой поковки ее отрубают от штанги и куют следующую такую же по-~| ковку (см. рис. 9.4, а).
Дефекты обнаруживаются непосредственно в прокате до разделки его на заготовки или непосредственно в заготовках. Прокатанные профили могут иметь следующие дефекты.
Трещины в металлопрокате могут появиться при прокатке, если перед прокаткой слиток был недостаточно прогрет. Трещины могут появиться в готовом прокате при транспортировании и резком охлаждении после прокатки или просто из-за хранения при минусовой температуре.
Волосовины — это бороздки на поверхности металло-проката, похожие на вытянутые волосины. Они возникают при прокатке вследствие вытягивания газовых пузырей, остатков шлака, раковин и др. Волосовины не всегда видны невооруженным глазом, однако при ковке они могут раскрыться и превратиться в глубокие трещины.
Закаты образуются путем закатки заусенцев, которые иногда появляются на промежуточной стадии прокатки, а при последующей прокатке вдавливаются в тело профиля и закатываются в складку.
Подрезы, царапины и риски образуются при прокатке в валках, имеющих на поверхности задиры, заусенцы, вмятины и другие неисправности.
90
Плены образуются при прокатке слитков, имеющих на поверхности застывшие заливины и брызги металла. Заливины и брызги раскатываются в тонкие пластины (плены) и вдавливаются в металл. Толщина плен достигает до 1,5 мм. При ковке они заковываются в металл и могут как бы разделять его на части или, при отделении, образовывать углубления.
Флокены проявляются в Ъиде скоплений мельчайших трещин или пятен белого цвета, образующихся в результате выделения в металле растворенных газов. Обнаруживаются флокены на поверхности среза при обрезке заготовок или механической обработке, а детали при наличии флокенов во время закалки растрескиваются. Дефекты в виде флокенов наблюдаются в прокате из легированных сталей, поэтому поковки из этих сталей следует охлаждать медленно.
Неметаллические включения, имевшиеся в слитке, при прокатке могут оказаться в середине проката. Они, как и флокены, обнаруживаются на поверхностях среза.
В кузницах поверхностные дефекты в основном обнаруживают путем осмотра тщательно очищенного проката или заготовок. При обнаружении каких-либо дефектов их вырубают зубилом, зачищают на наждачно-заточных станках, а иногда дефекты исправляют на поковках в горячем виде.
Нельзя помещать в горн или нагревательную печь заготовки, которые имеют дефекты, так как при нагреве они обязательно раскроются и разовьются. Если же они остались незамеченными, то изготовленная из такой поковки деталь машины быстро сломается, что может привести к аварии.