

КП_ПОС_PDF / 3_Сварка
.pdf21
3 Разработка документации на сварную сборочную единицу
Сварка - технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном (общем) нагреве или пластическом деформировании.
В современном машиностроении сварка является основным способом получения неразъемных соединений. Сварным соединением называется неразъемная конструкция, состоящая из деталей, соединенных между собой сваркой. Сварочный процесс часто вводится в
поток сборки машины или ее сборочных единиц. Во многих случаях детали, изготовленные литьем или ковкой, целесообразно заменить сварной конструкцией. Сварные соединения уменьшают трудоемкость изготовления изделия, приводят к экономии металла.
Все методы сварки по своему физическому характеру подразделяют на две группы: сварка плавлением и сварка с применением давления. При сварке плавлением механизм образования сварного соединения состоит в оплавлении кромок свариваемых деталей с одновременным расплавлением электродного или присадочного металла, взаимной диффузии соединяемых металлов и образовании после затвердения расплавленного металла сварного соединения. При сварке с применением давления основной металл, как правило, не доводят до плавления, а нагревают до температуры его размягчения. Последующее контактное давление приводит к глубокому пластическому деформированию и к взаимной диффузии соединяемых металлов, в результате чего возникает сварное соединение.
Широкое применение в машиностроении нашла электродуговая сварка плавящимся или неплавящимся электродом. Источником тепловой энергии является электрическая дуга. Степень автоматизации сварки определяется типом производства. Производительность автоматической сварки во много раз выше ручной, что обусловливает ее широкое применение в массовом производстве. В единичном производстве, как правило, применяется ручная электродуговая сварка.
3.1 Основные принципы разработки сварной конструкции
При конструировании сварной сборочной единицы, разрабатываемой взамен указанной преподавателем детали, следует учесть, что она должна сохранить:
•функциональные особенности детали;
•размеры и форму опорных поверхностей, сопрягаемых с другими деталями изделия;
•размеры, форму и координаты отверстий под крепежные детали.
При работе рекомендуется придерживаться следующей последовательности:
1уточнить форму и размеры исходной детали, принцип ее соединения с другими деталями изделия;
2условно расчленить ее на простые геометрические тела, выбрать из сортамента сортовой или листовой материал, по форме соответствующий элементам исходной детали;
3с учетом марки материалов свариваемых элементов выбрать вид и способ сварки, типы сварных швов;
4выполнить компоновочный чертеж сварной конструкции;
5выпонить рабочие чертежи деталей сварной конструкции.
6выполнить сборочный чертеж сварной конструкции (детали, входящие в сварное соединение, в разрезах и сечениях заштриховывают в разные стороны), нанести условные изображения сварных швов и проставить необходимые размеры;
7заполнить спецификацию, записывая в нее все детали, входящие в сварную конструкцию;
8на сборочном чертеже сварной конструкции проставить номера позиций деталей в
соответствии со спецификацией; При проектировании сварной конструкции необходимо учитывать следующие факторы:
•Число сварных соединений должно быть по возможности наименьшим, так как проч-
22
ность сварных соединений, как правило, ниже прочности основного металла детали;
•В сварной конструкции не должно быть резких (ступечатых) переходов по толщине металла. В противном случае возможно разрушение конструкции в результате концентраций напряжений;
•в процессе сварки кромки детали, подвергаются разогреву, что может вызвать коробление конструкции. В связи с этим на деталях, входящих в сварную сборочную единицу, поверхности, сопрягаемые с другими деталями изделия и опорные поверхности, как правило, не обрабатываются или подвергаются черновой обработке. Окончательная обработка опорных и сопрягаемых поверхностей осуществляется по сборочному чертежу сварной конструкции после сварки;
•обработка отверстий и посадочных мест под крепежные соединения в большинстве случаев производится после сварки сборочной единицы (прежде всего это относится к шпилечным соединениям);
•в случае, если какие-то опорные или сопрягаемые поверхности сборочной единицы подвергаются механической обработке после сварки, то на сборочном чертеже необ-
ходимо указать соответствующие размеры (помимо габаритных, установочных и присоединительных), а также параметры шероховатости этих поверхностей.
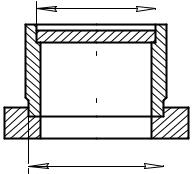
При разработке чертежей деталей, входящих в сварную сборочную единицу, следует помнить о том, что все изделия сортового проката, из которого будут изготовлены эти детали, выпускаются с определенными допусками на размеры. Это следует учитывать при назначе- нии размеров на сопрягаемые (посадочные) поверхности, особенно при использовании труб-
ных заготовок.Так, например, Труба |
219 30ГОСТ8732 −78 |
с наружным диаметром 219мм |
|
10ГОСТ8731−74 |
|||
|
|
и толщиной стенки 30мм имеет допуск на наружный диаметр ±1%, а на толщину стенки
±10% (см. табл.7 табл.8). Поэтому при центрировании (посадке) трубной заготовки по на-
ружному диаметру следует учесть наихудший для данного случая вариант поставки, то есть |
|||||||||
отрицательный допуск на наружный диаметр (труба может |
Ç168 |
|
|
|
|
||||
быть поставлена с наружным диаметром 216,8мм) и обто- |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
чить посадочный учосток трубной заготовки до диаметра |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
216ìì. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
При центрировании по внутреннему диаметру наихудшим |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
вариантом поставки будет положительный допуск на наруж- |
|
|
|
|
|
|
|
|
|
ный диаметр и отрицательный на толщину стенки. Требо- |
|
|
|
|
|
|
|
|
|
ваниям ГОСТ будет удовлетворять труба с внутренним диа- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
метром 167,2мм (221,2 – 2*27), следовательно внутренний |
|
|
|
|
|
|
|
|
|
|
Ç216 |
|
|
|
|
||||
посадочный диаметр должен быть не менее, например 168мм |
|
|
|
|
|
||||
(ñì. ðèñ. 3.1). |
|
Ðèñ. 3.1 |
|
|
|
|
|||
|
|
|
|
|
|||||
|
|
|
|
|
|
||||
3.2 Типы швов сварных соединений |
|
|
|
|
|
|
|
|
|
3.2.1. Классификация швов |
|
|
|
|
|
|
|
|
|
Швы сварных соединений классифицируются по следующим признакам:
1виду сварного соединения;
2форме поперечного сечения кромок свариваемых деталей;
3характеру выполнения шва.
4внешней форме шва;
5протяженности шва.
23
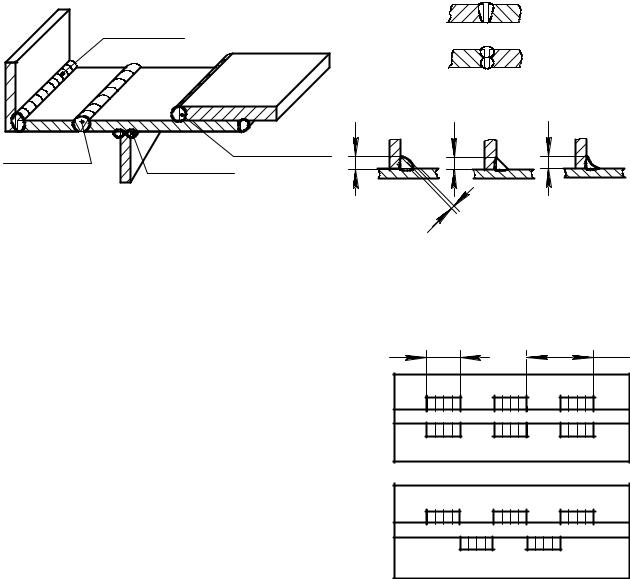
Вид сварного соединения определяется взаимным расположением свариваемых деталей. Различают в соответствии с ГОСТ 2601-74 следующие виды сварных соединений (рис. 3.2):
•стыковое, обозначаемое буквой С, при котором свариваемые детали соединяются своими торцами;
•угловое (У), при котором свариваемые детали располагаются под углом и соединяются по кромкам;
•тавровое (Т), при котором торец одной детали соединяется с боковой поверхностью другой детали;
•нахлесточное (Н), при котором боковые поверхности одной детали частично перекрывают боковые поверхности другой детали.
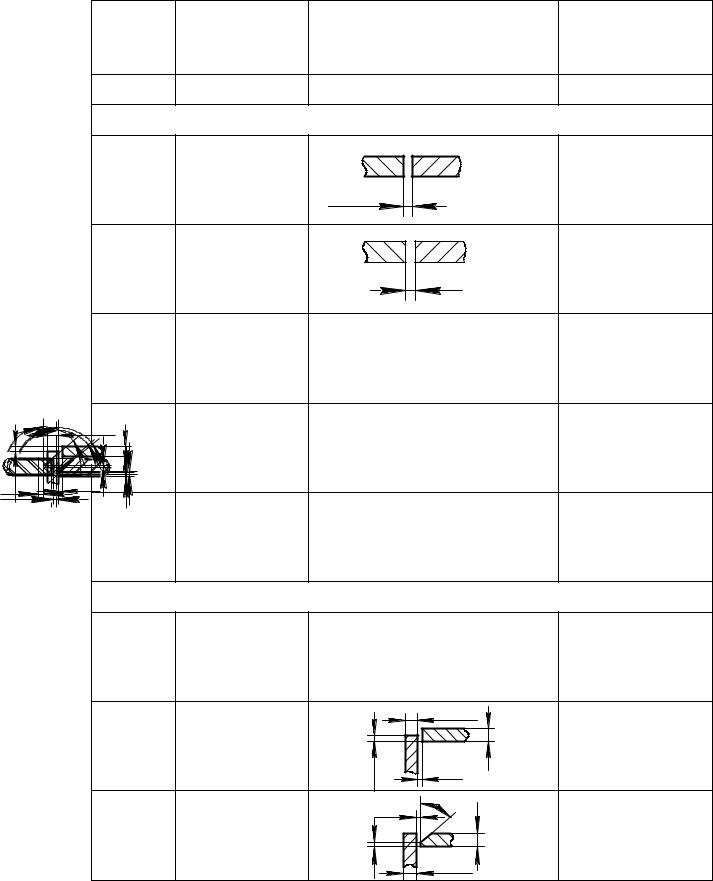
По форме поперечного сечения кромок различают швы:
•без скоса кромок;
•с отбортовкой;
•прямолинейными или криволинейными скосами одной или двух кромок;
•двумя симметричными или несимметричными скосами одной или двух кромок ( таб-
ëèöà 2).
По характеру выполнения различают швы:
|
|
|
|
à) |
|
|
|
Угловой шов |
|
|
|
|
|
|
|
|
|
á) |
|
|
|
|
|
|
|
Ðèñ. 3.3 |
|
|
|
|
à) |
|
á) |
â) |
|
|
k |
|
k |
|
k |
Стыковой шов |
Шов внахлестку |
|
|
|
|
|
|
|
|
|
|
||
|
Тавровый шов |
|
|
|
|
|
|
Ðèñ. 3.2 |
|
|
q |
Ðèñ. 3.4 |
|
• односторонние (провар с одной стороны) (рис. 3.3, à); |
|
|
||||
|
|
|
||||
• двусторонние (провар с двух сторон) (рис. 3.3, á). |
|
|
|
|
||
По внешней форме сварные швы разделяются на: |
|
|
|
|
||
• |
выпуклые (рис. 3.4, à); |
|
|
|
|
|
• плоские (рис. 3.4, б); |
|
|
|
|
|
|
• вогнутые (рис. 3.4, в). |
|
|
|
|
|
|
Буквами обозначены: К - расчетный катет шва, |
L |
|
à) |
t |
||
q - высота усиления. |
|
|
|
|||
|
|
|
|
|
||
По протяженности швы могут быть: |
|
|
|
|
||
• |
непрерывными; |
|
|
|
|
|
• |
прерывистыми. |
|
|
|
|
|
Прерывистый шов состоит из одинаковых по дли- |
|
|
|
|
||
не заваренных участков с равными промежутками |
|
|
|
|
||
между ними. В двусторонних прерывистых швах |
|
|
á) |
|
||
провариваемые участки могут быть расположены |
|
|
|
|
||
в цепном (рис. 3.5, а) или шахматном порядке (рис. |
|
|
|
|
||
3.5, б). Длину заваренного участка обозначают l, а |
|
|
|
|
||
шаг между швами – t. Разновидностью прерывис- |
|
|
|
|
||
того шва является шов точечный. |
|
|
|
|
||
Ðèñ. 3.5
24
3.2.2. Условное изображение швов сварных соединений (ГОСТ 2.312-72)
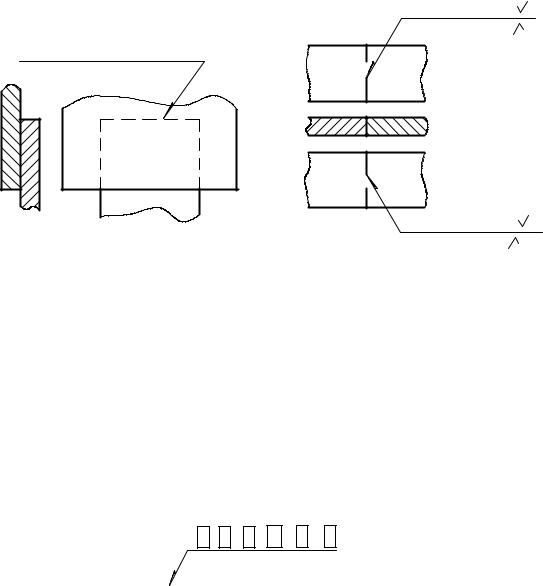
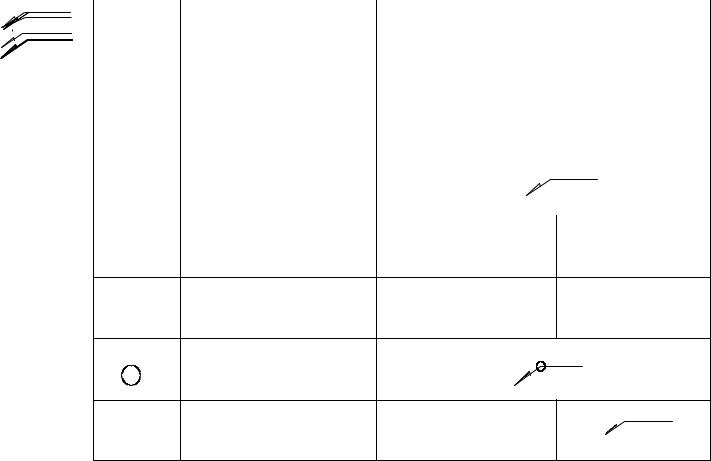
Независимо от способа сварки видимые швы на чертежах условно изображают сплошными основными линиями; невидимые - штриховыми линиями; видимую одиночную сварную точку - знаком «+», который выполняют сплошной основной линией; невидимые одиночные точки не изображают.
От изображения сварного шва или одиночной точки проводят одностороннюю стрелку с линией-выноской, которая оканчивается горизонтальной полкой (рис.3.6). Условное обозначение шва наносят над полкой для лицевой стороны видимых швов и под полкой для невидимых и оборотной стороны видимых швов (рис. 3.7).
За лицевую сторону одностороннего шва принимают сторону, с которой производится
æ6,3
ÃÎÑÒ 5264-80-Ñ8 ç 12,5
ÃÎÑÒ 5264-80-Í2- 5-50/100 ì
5-50/100 ì
|
ÃÎÑÒ 5264-80-Ñ8 æ 12,5 |
Ðèñ. 3.6 |
ç 6,3 |
|
Ðèñ. 3.7 |
сварка ; за лицевую сторону двустороннего шва с несимметричными кромками принимают сторону, с которой производят сварку основного шва ; за лицевую сторону двустороннего шва с симметричными кромками может быть принята любая сторона.
3.2.3. Условное обозначение стандартного шва сварочного соединения
Стандартным считается шов, для которого государственным или отраслевым стандартом регламентированы: способ сварки; свариваемые материалы и пределы толщин; форма и размеры подготовленных (разделанных) кромок; относительное расположение свариваемых кромок; форма и размеры поперечного сечения выполненного шва; условное обозна- чение, присвоенное каждому отдельному шву.
Рассмотрим структуру условного обозначения сварного шва (рис. 3.8)
1- 2- 3- 4- 5- 6
Ðèñ. 3.8
I - указывают обозначение стандарта на тип шва и его конструктивные элементы (табл.1). Если все сварные швы на чертеже выполнены по одному стандарту, то в условном обозначении номер стандарта не указывают, а делают запись в технических требованиях черте-
жа по типу: «Сварные швы по ГОСТ 5264-60».
II - приводят буквенно-цифровое обозначение шва по соответствующему стандарту. Например, для ручной электродуговой сварки по ГОСТ 5264-80 применяются стыковые со-

25
единения CI, С2,...; угловые У1, У2,..,; тавровые TI, T2,...; внахлестку HI, H2.
III - указывают условное обозначение способа сварки. Кроме ручной электродуговой, другие виды сварки имеют, как правило, несколько способов исполнения (табл. 1).
IV - проставляют знак  и указывают размер катета шва для угловых, тавровых швов и для соединений внахлестку, выполненных без подготовки кромок (см. табл.3). Знак выполняют сплошными тонкими линиями, высотой, равной высоте цифр, входящих в условное обозначение. Размер катета шва зависит от толщины свариваемых деталей и не должен превышать толщину наиболее тонкой детали в соединении.
и указывают размер катета шва для угловых, тавровых швов и для соединений внахлестку, выполненных без подготовки кромок (см. табл.3). Знак выполняют сплошными тонкими линиями, высотой, равной высоте цифр, входящих в условное обозначение. Размер катета шва зависит от толщины свариваемых деталей и не должен превышать толщину наиболее тонкой детали в соединении.
V - данный элемент условного обозначения предусмотрен для нанесения обозначений прерывистых швов, одиночных сварных точек, швов контактной точечной и роликовой электросварки, электрозаклепочных швов.
VI - если необходимо, в начале и в конце условного обозначения сварного шва проставляют вспомогательные знаки (см.табл.4). Знаки «Шов по замкнутой линии» и «Шов выполнить при монтаже изделия» располагают первыми - на пересечении линии-выноски и полки. Все остальные вспомогательные знаки проставляют в конце условного обозначения.
Обозначение шероховатости механически обработанной поверхности шва наносят в самом конце условного обозначения. Допускается значение параметров шероховатости указывать в технических требованиях, например: «Шероховатость поверхности сварных швов…».
Вспомогательные знаки выполняют сплошными тонкими линиями, высотой, равной высоте цифр, входящих в обозначение шва.
3.2.4. Упрощения в обозначении швов сварных соединений
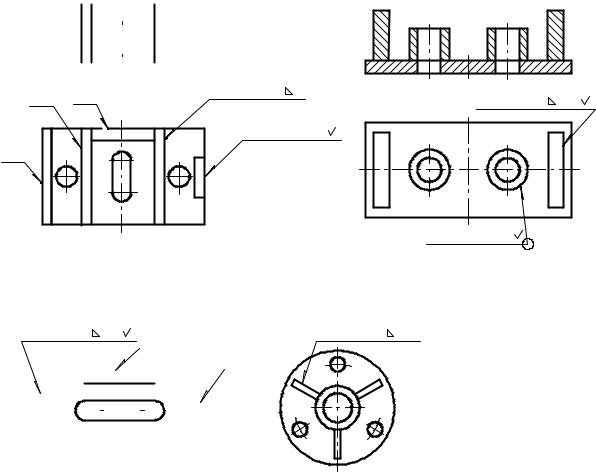
При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер. На линии-выноске, имеющей полку с условным обозначением шва, указывают количество одинаковых швов и номер шва. Прочие швы, имеющие тот же порядковый номер, обозначают, указывая номер на полке линии-выноски (рис.3.9а,б; рис. 3.10а).
1 ¹ 6
à) |
á) |
â) |
Условное обозначение |
¹1 |
|
¹1
¹1
¹1
Ðèñ. 3.9
Если все швы на чертеже одинаковы по структуре и характеру выполнения, для одного из них дают условное обозначение на полке линии-выноски, остальные отмечают линиямивыносками без полок (рис.3.9, а,б; рис. 3.10, 6).
На чертеже симметричного изделия допускается отмечать линиями-выносками и обозна- чать швы только на одной из симметричных частей изделия (рис.3.10, в).
Если изделие состоит из нескольких одинаковых составных частей, привариваемых одинаковыми швами, допускается обозначать шов только у одной из одинаковых частей (рис.3.10, г).
26
à) |
â) |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
¹1
¹2 |
¹1 |
ÃÎÑÒ 5264-80-Ò1 - 5 |
5 è |
12,5 |
|
ÃÎÑÒ 5264-80-Ò3- |
|||||
|
|
|
|||
|
|
2 |
|
|
|
|
|
¹ |
|
|
|
|
|
2 |
|
|
|
|
|
ÃÎÑÒ 5264-80-Ó6 æ20 |
|
|
|
|
|
1 |
|
|
|
|
|
¹ |
|
|
|
|
|
3 |
|
|
æ12,5
ÃÎÑÒ 5264-80-Ò6
á)
ÃÎÑÒ 5264-80-Ó5- 5 æ 20 |
|
|
|
|
|
ã) |
ÃÎÑÒ 5264-80-Ò1- 5 ì |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ðèñ. 3.10 |
|
|
|
|
|
Таблица 1 |
|
Условные обозначения некоторых способов сварки |
|
|
|
|
|
|
Вид сварки по |
Название способа сварки |
|
Условное |
ÃÎÑÒ |
|
обозначение |
|
|
|
||
|
|
|
|
5264-80 |
Ручная электродуговая |
|
Ð |
|
|
|
|
8713-76 |
Полуавтоматическая сварка под флюсом |
|
Ï |
|
|
|
|
|
Автоматическая сварка под флюсом |
|
А |
|
|
|
|
14771-76 |
Сварка в углекислом газе плавящимся электродом |
|
ÓÏ |
|
|
|
|
|
Сварка в инертных газах неплавящимся |
|
ÈÍ |
|
вольфрамовым электродом без присадочного |
|
|
|
материала |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
27 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2 |
|
|
|
|
|
|
|
Конструктивные элементы и размеры сварных соединений |
||||
|
|
|
|
|
|
|
выполняемых ручной дуговой сваркой |
|
|||
|
|
|
|
Условное |
Характер |
Конструктивные элементы |
Пределы толщин |
||||
|
|
|
|
обозначение |
выполняемого шва |
подготовленных кромок свариваемых |
свариваемых деталей, мм |
||||
|
|
|
|
|
сварного |
|
|
деталей |
|
||
|
|
|
|
соединения |
|
|
|
|
|
||
|
|
|
|
|
|
1 |
2 |
|
3 |
|
4 |
|
|
|
|
|
|
|
|
Стыковые соединения |
|
||
|
|
|
|
|
|
Ñ2 |
Односторонний |
|
|
|
1-6 |
|
|
|
|
|
|
|
|
0 ,,, 2 |
|
|
|
|
|
|
|
|
|
Ñ4 |
Двусторонний |
|
|
|
2-8 |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
Ñ5 |
Односторонний |
|
|
|
4-26 |
ÅÅÅ |
s1 |
> 0,7s |
|
Ñ8 |
Двусторонний |
|
|
|
4-26 |
||
|
|
|
|
|
|
|
|||||
000 |
|
|
|
|
|
|
|
|
|
|
|
5 |
55 |
|
|
|
|
|
|
|
|
|
|
0,5s |
|
0,,,2 |
|
s |
|
|
|
|
|
|
|
...02,,,2 |
|
1 |
|
|
|
|
|
|
|
||
00,,,2 |
|
22 |
Ñ11 |
Двусторонний |
|
|
|
12-60 |
|||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
Угловые соединения |
|
||
|
|
|
|
|
|
Ó2 |
Односторонний |
|
|
|
1-6 |
|
|
|
|
|
|
Ó5 |
Двусторонний |
|
s1 |
> 0,7s |
2-30 |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
0,5s...s |
|
s |
|
|
|
|
|
|
|
|
|
|
0,,,2 |
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
Ó6 |
Односторонний |
|
0Å |
4-26 |
|
|
|
|
|
|
|
|
0,,,2 |
s |
|||
|
|
|
|
|
|
|
|
2 |
s1 >0,7s |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ó7 |
Двусторонний |
Ó9 |
Односторонний |
Ò1 |
|
|
|
Односторонний |
|
Ò3 |
Двусторонний |
Ò6 |
Односторонний |
Ò7 |
Двусторонний |
Ò9 |
Двусторонний |
Í1 |
|
|
|
Односторонний |
|
Í2 |
Двусторонний |
|
|
28
|
5 |
|
|
|
0 |
|
|
|
|
Å |
|
0,,,3 |
|
|
s |
2 |
s1 >0,7s |
|
|
|
|
|
|
Å |
|
|
|
27 |
|
0,,,3 |
s |
|
|
||
0,,,3
s1 >0,7s
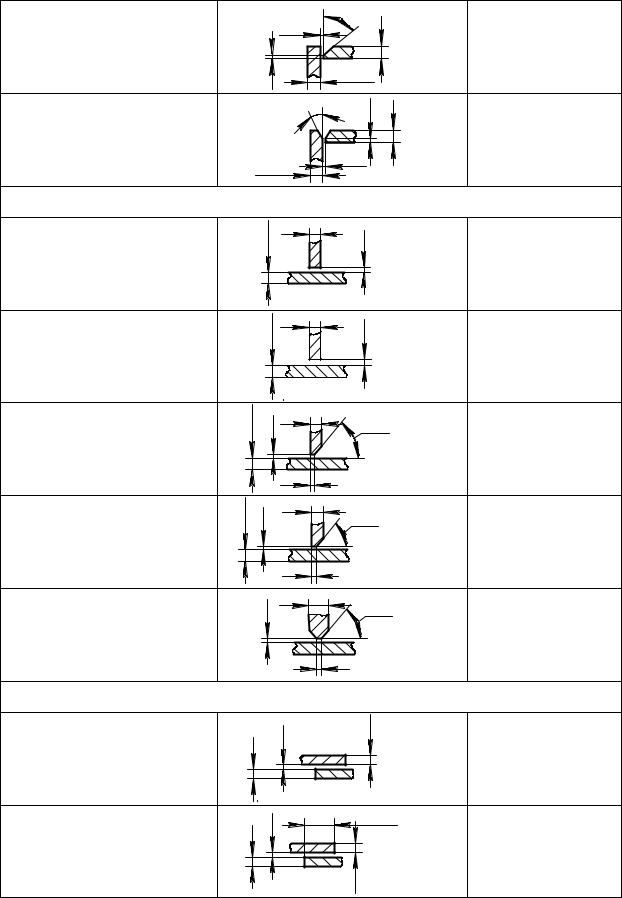
Тавровые соединения
0,7s |
s |
|
0,,,1 |
||
1 |
||
> |
|
|
s |
|
>0,7s |
s |
0,,,2 |
|
1 |
|
s |
|
0,7s |
|
s |
0,,,3 |
50Å |
|
s |
|
|
> |
|
|
1 |
|
|
2 |
0,7s |
|
s |
0,,,3 |
50Å |
|
s |
|
|
> |
|
|
1 |
|
|
2 |
|
s |
0,,,3 |
50Å |
|
1 |
Нахлесточные соединения
|
|
1 |
|
|
s |
s |
0,,,2 |
s< |
1 |
|
|
1 |
B>2(s+s1 ) |
|
0,,,2 |
||
s |
||
|
1 |
|
|
s<s |
Продолжение табл. 2
4-26
12-50
2-9
2-9
4-26
4-26
12-60
2-60
2-60
29
|
|
|
|
Таблица 3 |
|
Типы сварных швов, для которы проставляют знак и размер катета шва |
|||
|
|
|
|
|
Номер ГОСТа |
Вид соединения |
Условное обозначение |
Значение катета (мм) или его |
|
|
|
|
|
зависимость от толщины свари- |
|
|
|
|
ваемых листов s |
|
|
|
|
|
5264-80 |
|
Угловое |
Ó4, Ó5 |
0,5s – s |
|
Тавровое |
Ò1 – Ò5 |
3 – 8 |
|
|
|
|||
|
|
Нахлесточное |
Í1, Í2 |
s |
14771-76 |
|
Угловое |
Ó4, Ó5 |
0,5s – s |
|
Тавровое |
Ò1 – Ò5 |
1 – 10 |
|
|
|
|||
|
|
Нахлесточное |
Í1, Í2, Í3 |
3 - 8 |
8713-79 |
|
Угловое |
Ó2, Ó3 |
3 - 4 |
|
Тавровое |
Ò1 – Ò5 |
3 - 6 |
|
|
|
|||
|
|
Нахлесточное |
Í1 – Í4 |
0,5s – s |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 4 |
|
|
|
|
|
|
|
Вспомогательные знаки, применяемые для обозначения сварных швов |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Çíàê |
Значение |
Расположение знака |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
с лицевой стороны |
|
|
|
|
с оборотной стороны |
||
|
|
|
|
|
ì |
|
|
|||||||
|
|
|
èæêë |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
||||
|
ç |
|
Усиление шва снять |
|
|
|
|
|
|
|||||
|
|
|
æ |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
è |
Наплывы и неровности шва об- |
|
|
|
|
|
|
||||||
|
работать с плавным переходом к |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
основному металлу |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шов выполняется при монтаже |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
изделия |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ê |
Шов прерывистый или точечный |
|
|
|
|
|
|
||||||
|
с цепным расположением |
|
|
|
|
|
|
|||||||
Шов прерывистый или точечный
ëс шахматным расположением
|
Шов по замкнутой линии |
|
|
Шов по незамкнутой линии |
|
ì |
(знак применяют если располо- |
ì |
|
жение шва ясно из чертежа) |
|