

2 / TKM_laba_2
.docxМинистерство образования и науки Российской Федерации
_________
Федеральное государственное автономное образовательное учреждение
высшего образования
САНКТ-ПЕТЕРБУРГСКИЙ
ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО
¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯
Институт металлургии, машиностроения и транспорта
Кафедра "Технология конструкционных материалов и материаловедение"
ОТЧЕТ
по лабораторных работе № 2
"Литейное производство"
Студент (ка) группы 23332/1 А.В. Лебедев
Преподаватель Е.Н.Крупкина
Санкт-Петербург
2018
Индивидуальное задание – ВАРИАНТ 9.1
1. Цель работы
Знание основ литейного производства и особенностей изготовления отливок; формирование представления о модельном комплекте и технологии изготовления литейной формы и отливки.
2. Сущность литейного производства, преимущества и недостатки литья в песчано-глинистые формы.
Сущность получение отливок путем заполнения полости в литейной форме жидким раствором. Применением литейного производства дает возможность изготовления изделий разной конфигурации.
Преимущества:
-универсальность процесса, т.е. возможность получать отливки из любых сплавов, любых размеров и массы, любой геометрической сложности в условиях индивидуального, серийного или массового производства;
-низкая стоимость литья;
-высокая производительность
-возможность механизации (литейные конвейеры) и полной автоматизации процесса (автоматические литейные линии).
Недостатки:
-большой объём применяемых вспомогательных материалов, что влечёт за собой необходимость в значительных производственных площадях и в специальном оборудовании для их переработки;
-большой объём отходов ;
-недостаточные точность и качество поверхности отливок, и как следствие – большие потери металла в стружку;
-пониженные механические свойства металла при производстве толстостенных отливок (из-за пониженной скорости затвердевания);
-неблагоприятные условия труда в литейном цехе.
ПГФ состоит из: опок (минимум 2); формовочной смеси (песок 85%, глина 5%, вода 5%); стержни (стержневая смесь: песок, глина, закрепитель); газоотвод.
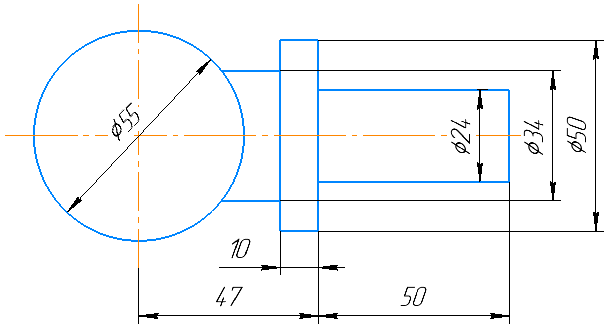
3. Эскиз отливки с указанием всех вариантов разъема литейной формы и модели (по заданию).
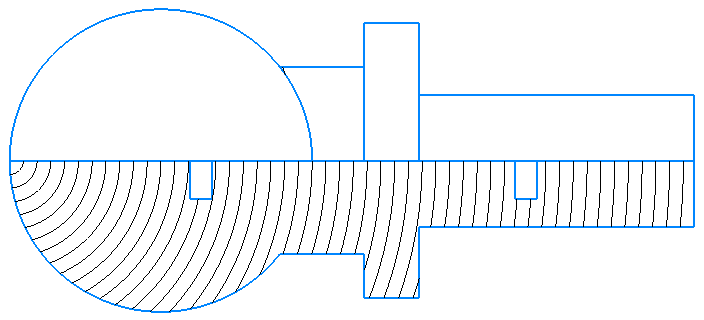
4. Эскиз модели заданной отливки для рационального способа изготовления (по одному выбранному из п.3 разъему модели и формы)
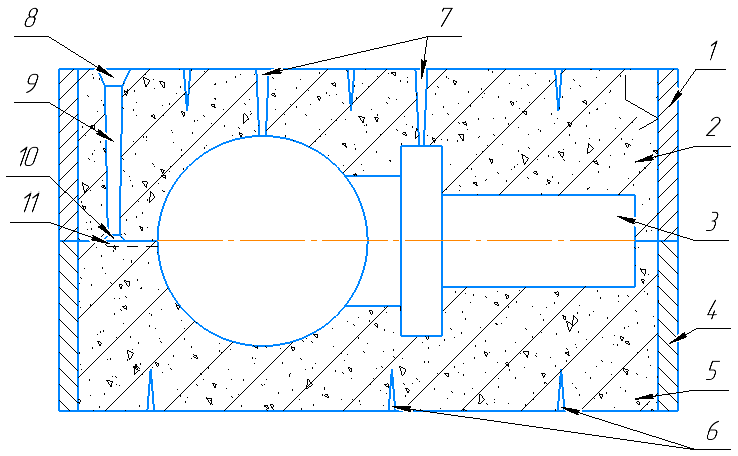
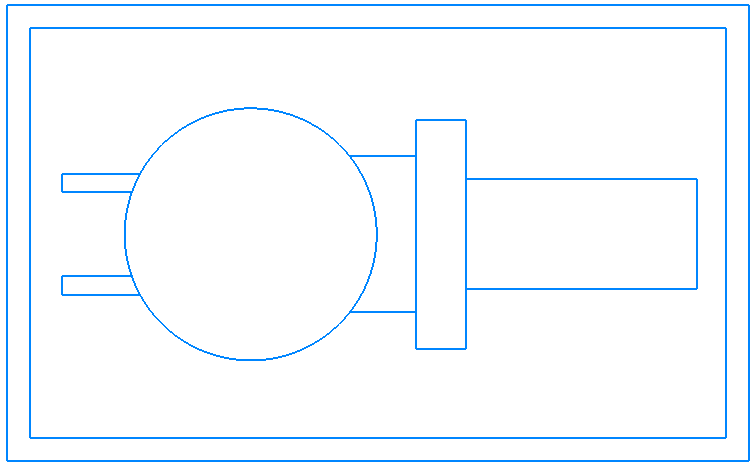
5. Эскиз литейной формы (две проекции) с указанием (сделать надписи) основных элементов.
-
Верхняя полуформа
-
Верхняя опока
-
Рабочая полость формы
-
Нижняя полуформа
-
Нижняя опока
-
Вентиляционный канал в форме
-
Выпор
-
Чаша
-
Стояк
-
Шлакоуловитель
-
Питатель
Верхняя опока снята
6. Последовательность изготовления литейной формы по разъемной модели в парных опоках (описать алгоритм сборки ЛФ).
1. На подмодельную плиту установить нижнюю половину модели, модели питателей, нижнюю опоку.
2. Засыпать формовочную смесь, утрамбовать, удалить линейкой излишки смеси. Иглой (душником) наколоть газоотводные каналы.
3. Перевернуть (кантовать на 180º) опоку, на неё сверху установить ….. и. т. д.