

Министерство науки и образования Российской Федерации
Поволжский Государственный Технологический Университет
Кафедра "Машиностроение и Материаловедение"
Пояснительная записка к курсовой работе по дисциплине
Метрология, стандартизация и сертификация
Вариант № 47
.
Йошкар-Ола
2017г.
Оглавление
1.Выбор посадок гладких цилиндрических соединений и контроль размеров диаметров 2
2. Проектирование гладких калибров 6
3 Расчет и выбор посадок подшипников качения 11
4. Расчет допусков и размеров в входящих в размерные цепи 14
5. Взаимозаменяемость и контроль резьбовых соединений. 16
6. Взаимодействие и контроль шпоночного соединения 18
7. Взаимодействие и контроль шлицевого соединения 20
8. Взаимодействие и контроль зубчатых колес и передач 22
Список используемой литературы: 27

Выбор посадок гладких цилиндрических соединений и контроль размеров диаметров
|
D1 |
D2 |
D3 |
D4 |
D5 |
|
- |
180 мм |
45 мм |
100 мм |
- |
Для диметров выбираем посадки:
D2=180
мм – переходная посадка

D3=45
мм – переходная посадка

D4=100
мм – переходная посадка

Схема для D2=180 мм













Проверка:

Схема для D3=45 мм













Проверка:

Схема для D4=100 мм













Проверка:

Выбор универсальных средств измерения для диаметра D3=45 мм
Для вала:
Для вала с посадкой k8 выбираем микрометр МК 25 2-го класса точности: Микрометр МК 50-2 ГОСТ 6507-90. Диапазон измерения которого от 25-50, цена деления 0,01 мм, предел допускаемой погрешности для 2-го класса точности 0.004 мм. Допускаемое измерение показаний микрометра при усилии 10H: 2,0 мкм. Шаг микрометрического винта 0,5 мм. Измерительное перемещение винта 25 мм. Допуск параллельности плоских измерительных поверхностей микрометра 2,0 мкм. Допуск плоскостности измерительных поверхностей микрометра 0,9 мкм
Зависимость верхнего предела измерений микрометра, от температур:
|
Верхний предел измерений микрометра, мм |
Допускаемое отклонение температуры от 20 °C |
|
До 150 |
±4 |
|
Св. 150 до 500 |
±3 |
|
Св.500 до 600 |
±2 |

1 - скоба; 2 - пятка; 3 - микрометрический винт;
4 - стопор; 5 - стебель; 6 - барабан; 7 - трещотка (фрикцион)
Для отверстия:
Для отверстия с посадкой H8 выбираем нутрометр НИ 18-50 2 класса точности. Нутрометр НИ 18-50-2 ГОСТ 868-82. Диапазон измерения 18-50 мм, цена деления 0.01 мм, предел допускаемой погрешности для 1-го класса точности 0.008 мкм. Наибольшая глубина измерения, не менее 150 мм. Наибольшее перемещение измерительного стержня 1,5. Измерительное напряжение нутрометра 2.5-4.5Н, Усилие центрирующего мостика 5.0-8.5 Н. Погрешность нутромеров, включая погрешность индикатора, при температуре (20±5) °С и относительной влажности до 80% при температуре 25 °С не должна превышать 0.008 мкм, на участке диапазона измерения.
Он состоит из: 1 - индикатор; 2 - ручка; 3 - неподвижный измерительный стержень; 4 - центрирующий мостик; 5 - подвижный измерительный стержень
2. Проектирование гладких калибров
Выбор калибра-скобы и калибра-пробки для диаметра D4=100 мм ГОСТ 18360-93
Построить
поля допусков и определить размеры
калибров для контроля деталей по посадки
 диаметра
4 (D=100
мм).
диаметра
4 (D=100
мм).

Dmax=100,025 мм Dmin=100мм z=5, y=4, H=6, Hp=2,5.

dmax=100,018 мм dmin=100,002 мм z1=5, y1=4, H1=6, Hp=2,5
Для отверстия:

+3
мкм
НЕ
Непроходная
сторона
+25
0
H7
ПР

Проходная
сторона
Граница
износа
0
-3
+3
-3


4
5

Для вала:
+0.00125

мкм
+21
К-И
Граница
износа
0


5
-0.00125
k6

ПР
К-ПР
Проходная
сторона
4
+3
+0.00125
-3
-0.00125
+2
НЕ
К-ПР
Проходная
сторона
+3
+0.00125

-3
-0.00125
Размеры рабочих калибров для отверстия (пробки):
ПРmax=100+0,004+0,006/2=100.007
ПРmin=100+0,004-0,006/2=100.001
ПРизн=100-0,005=99.995
НЕmax=100,025+,006/2=100.028
НЕmin=100,025-0,006/2=100.022
Размеры рабочих калибров для вала (скобы):
ПРmax=100,018-0,004+0,006/2=100,017
ПРmin=100,018-0,004-0,006/2=100,011
ПРизн=100,018+0,005=100,023
НЕmax=100,002+0,006/2=100,005
НЕmin=100,002-0,006/2=99,999
Размеры контрольных калибров к скобам:
К-ПРmax=100,018-0,004+0.0025/2=100,01525
К-ПРmin=100,018-0,004-0.0025/2=100,01275
К-НЕmax=100,002+0.0025/2=100,00325
К-НЕmin=100,002-0.0025/2=100.00075
K-Иmax=100,018+0,005+0.0025/2=100,02425
К-Иmin=100,018+0,005-0.0025/2=100,02175
Исполнительные размеры:
-для пробок
ПР=100.007-0,006
НЕ=100.022-0,006
-для скоб
ПР=100,011+0,004
НЕ=99,999+0,004
-для контрольных калибров:
К-ПР=100,01525-0,0025
К-НЕ=100,00325-0,0025
К-И=100,02425-0,0025
Размеры калибра-скобы односторонней листовой для диаметра от 10 до 100 мм (ГОСТ 18360-93) Условное обозначение: Калибр-скоба 8113-0161k6 ГОСТ 18360-93


|
Обозначение калибров-скоб (односторонних) |
Dном. |
D1 |
H |
h |
l |
l1 |
l2 |
s |
Масса, кг не более |
d3 |
|
8113-0161 |
Св. 85 до 100 |
180 |
150 |
59 |
36 |
21 |
6 |
6 |
0,70 |
* |
* - отверстие d3 – по сопрягаемой детали 2 (ручки калибра-скобы)
Размер калибра-пробки гладкой проходной с насадкой свыше 50 до 100 мм (ГОСТ 14815-69)Условное обозначение: Калибр-пробка 8136-0021/001H7 ГОСТ 14815-69

|
Обозначение калбра-пробки |
Dномин. |
L* |
L |
d |
d1 |
d2 |
l |
Масса, кг |
Ручка |
|
8136-0021 |
100 |
157 |
36 |
75 |
52 |
12 |
26 |
1,99 |
8055-0027 |
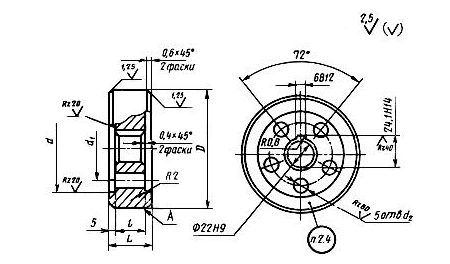
Ручки односторонние для насадных калибров для калибров-пробок свыше 50 до 100мм. (ГОСТ 14749-69)

|
d |
D |
L |
|
|
|
|
|
22 |
28 |
144 |

|
Обозначение корпуса |
d |
D |
L |
l |
l1 |
d1 |
l2 |
l3 |
l4 |
d2 |
d3 |
d4 |
d5 |
f |
|
0027/001 |
22 |
28 |
144 |
48 |
24 |
M10 |
20 |
12.0 |
155 |
6 |
21 |
26 |
20 |
9 |