

книги / Оптимизация технологических процессов механической обработки
..pdfЭта выборка дает информацию об области значения величины А и распределении ее значений внутри этой области. Используя методы многомерного статистического анализа, можно обработать эту выборку и получить числовую информацию о случайных величинах Vопт , Sопт – математическое ожидание, дисперсию, а также при необходимости найти приближенную функциональную зависимость между ними. На рис. 3.5 приведена блок-схема алгоритма оптимизации режимов обработки при стохастическом подходе.
4. ВЫБОР И ПРОЕКТИРОВАНИЕ ПРОГРЕССИВНЫХ МЕТОДОВ ОБРАБОТКИ
4.1.Задачи, решаемые при автоматизированном выборе
ипроектировании прогрессивных технологий
Выбор оптимальных технологических решений на всех этапах технологического проектирования связан с поиском и анализом больших объемов информации. Успешное решение этих задач обеспечивает использование автоматизированных банков данных (АБД), повышающих эффективность обработки информации при технологической подготовке производства [4]. АБД прогрессивных технологий предназначены для выбора и проектирования новых технологий, характеризуемых малооперационностью и обеспечивающих материальные, энергетические и трудовые сбережения. Под проектированием новых технологий понимается поиск наиболее рациональных методов обработки
91
(МО) и оптимальных условий их выполнения. АБД прогрессивных технологий создается для его применения в условиях автоматизированного проектирования. При этом он может использоваться автономно или в составе САПР ТП как отдельная подсистема. Прежде всего АБД прогрессивных технологий должен использоваться для поиска новых МО наиболее ответственных деталей из труднообрабатываемых материалов или отличающихся повышенными требованиями к их точности и качеству рабочих поверхностей, а также с целью значительного повышения производительности и снижения себестоимости изделий.
При функционировании АБД прогрессивных технологий реализуется ряд этапов, характерных для традиционного технологического проектирования, а также ряд новых этапов, направленных на получение принципиально новых решений. На функциональной схеме АБД прогрессивных технологий (рис. 4.1) приведен перечень основных этапов выбора технологических решений, а также взаимосвязь АБД с другими автоматизированными системами, подготавливающими для него исходную информацию и использующими результаты выбора технологических решений: САПР конструирования, ППП обеспечения эксплуатационных свойств деталей, САПР ТП и САПР оборудования и технологической оснастки. Процесс поиска новых прогрессивных технологий начинается с формирования и постановки задачи поиска, направленной на выбор МО на различных стадиях механической обработки. Эта процедура выполняется с
92

93
САПР
конструирования
ППП
обеспечения
эксплуатационных свойствдеталей
САПР оборудования иТО
САПР ТП
Постановка |
|
|
|
|
МО выбран |
|
|||
|
|
|
|
|
|
|
|
|
|
задачи |
|
|
|
|
|
|
|
|
|
|
|
|
|
МО |
|
|
Синтез |
||
Выбор МО |
|
|
|
|
|||||
поиска |
|
|
|
|
|
нового |
|||
|
|
|
|
|
|||||
|
не выбран |
||||||||
новых |
|
|
|
МО |
|||||
|
|||||||||
технологий
БАЗА ДАННЫХ ТЕХНОЛОГИЙ
Оптимизация |
|
|
|
|
|
|
|
|
|
|
условий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ТО |
|
|||
|
|
|
Выбор ТО |
|||||||
|
|
Синтез |
||||||||
обработки |
|
|
|
|
|
|
|
|
||
|
|
новой ТО |
|
|
|
не |
|
|
||
|
|
|
|
|
|
выбрано |
|
|
||
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ТО выбрано |
|
|
|
|
|
|
|
|
Оборудование
выбрано
Выбор оборудования
Оборудование не выбрано
Синтез схемы новогооборудования
Рис. 4.1. Функциональная схема АБД прогрессивных технологий
93
использованием программ и совокупности математических моделей, описывающих функциональные и выходные характеристики методов обработки и хранящихся в базе данных технологий.
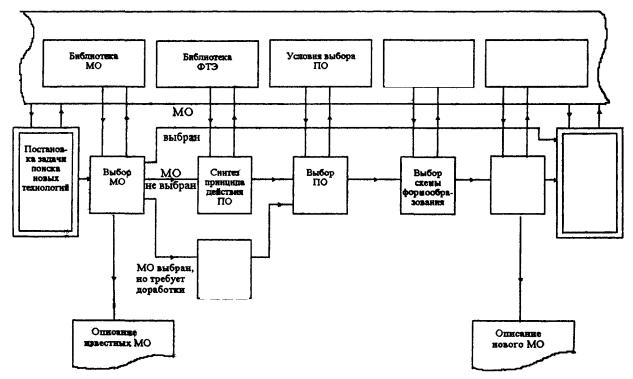
Одной из главных задач, решаемых АБД прогрессивных технологий, является выбор и синтез новых МО. При этом используется библиотека МО, библиотека физико-технологических эффектов (ФТЭ), массивы условий выбора процессов обработки (ПО), схем формообразования и отдельных ФТЭ, хранящихся в базе данных технологий. Из рис. 4.2 видно, что при отсутствии в базе данных сведений о выбираемом МО, происходит синтез МО, включающий решение задач синтеза принципа действия, выбора ПО и схемы формообразования. Результатом синтеза МО является описание МО, который в отдельных случаях может быть принципиально новым. При выборе прогрессивного МО, наряду с определением наиболее рационального МО и условий его реализации, необходимо выбирать соответствующий вид технологического оборудования и оснащения. Выполнение этих процедур зависит от многих условий и является многовариантным.
Основным элементом техпроцесса является операция, которая характеризуется используемым в ней физико-химическим методом обработки. При рассмотрении МО с системных позиций он может быть представлен в виде двух подсистем: энергетической и информационной. Первая подсистема доставляет и преобразует энергию, необходимую для физико-химического
94
воздействия на предмет производства с целью изменения физи- ко-механических свойств, отделения или нанесения материала. Эта подсистема определяет вид ПО. Вторая подсистема управляет потоками энергии и материалов, обеспечивая их доставку в заданном виде и количестве в определенное место рабочего пространства с целью создания определенной формы, размеров и качества поверхности детали. Эта подсистема может быть описана зависимостями для определения процесса формообразования.
ПО может быть представлен в виде следующей цепочки преобразований энергий: ПО = Эраб → Эвозд → ФХМ, где Эраб – рабочая энергия, создаваемая определенным видом оборудования и подводимая к предмету производства; Эвозд – энергия воздействия на предмет производства, образующаяся после преобразования Эраб; ФХМ – вид физико-химического механизма воздействия на предмет производства. ПО может характеризоваться несколькими ФХМ, однако один из них является определяющим.
Процесс формообразования (ФО) может быть охарактеризован способом подвода энергии в пространство, занимаемое предметом производства (СПЭ), видом распределения энергии во времени (ВРЭ), и схемой движений при формообразовании (СФО). Например, СПЭ могут быть точечными, линейными, поверхностными, объемными; ВРЭ – непрерывным, пульсирующим, импульсным; СФО – неподвижной, прямолинейной, вращательной, вращательно-поступательной.
95
96
БАЗА ДАННЫХ ТЕХНОЛОГИЙ
|
Библиотека |
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
Библиотека |
|||||||||||
|
|
МО |
|
|
|
|
ФТЭ |
||||||||
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
МО |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
выбран |
|||||||
Постанов- |
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
казадачи |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Синтез |
|
||
поиска |
|
|
|
|
|
МО |
|
|
|
|
|||||
|
Выбор |
|
|
|
|
|
|
||||||||
новых |
|
МО |
|
|
|
|
|
|
|
|
принципа |
|
|||
|
|
|
|
|
|
|
|
||||||||
|
|
|
не выбран |
||||||||||||
техно- |
|
|
|
|
действия |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
||||||
логий |
|
|
|
|
|
|
|
|
|
|
|
|
ПО |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
Анализ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
МОи |
|
|
|
|
|
|
|
|
|
|
|
|
выделе- |
|
|||
|
|
|
|
МО выбран, |
|||||||||||
|
|
|
|
но требует |
|
|
|
ние |
|
||||||
|
|
|
|
|
|
|
ФТЭ |
|
|||||||
|
|
|
|
доработки |
|
|
|
|
|
||||||
|
Условия выбора |
|
Условия выбора |
||
схем формо- |
||
ПО |
образования |
|
|
Выбор |
Выбор |
||
ПО |
|
схемы |
|
формооб- |
|
|
|
|
|
|
разования |
Описание Отдельных ФТЭ
Выбор
Формиро- обору-
вание дования
описания
МО
Описание |
|
Описание |
известных МО |
|
нового МО |
Рис. 4.2. Схема автоматизированного выбора и синтеза прогрессивных МО
96
Рассмотрим формализацию и кодировку признаков, влияющих на выбор известных и синтез новых МО, при автоматизированном проектировании прогрессивных технологий.
4.2. Формирование процесса обработки (ПО)
Наиболее распространенным видом первичной энергии в технологических системах является электрическая энергия. На первом этапе преобразование первичного вида энергии Э1 в рабочую энергию Эраб происходит с помощью устройств преобразования энергии станка или другого вида технологического оборудования. В качестве рабочих видов энергии наибольшее распространение получили механическая, тепловая, электрическая, электромагнитная, лучевая, химическая, ультразвуковая, ядерная энергия (рис. 4.3).
На втором этапе рабочая энергия при воздействии на предмет производства превращается в энергию воздействия Эвозд. При этом число видов энергий воздействия сокращается до четырех: механическая, тепловая, химическая, ядерная. В отдельных случаях рабочая энергия не переходит в другой вид. Например, механическая энергия в методах, основанных на резании металла, при переходе в энергию воздействия в основном сохраняет свой вид и только часть ее переходит в тепловую энергию. А лучевая рабочая энергия полностью переходит в тепловую энергию воздействия.
На третьем этапе энергия воздействия приводит к образованию физико-химического механизма (ФХМ) обработки заго-
97
товки. Причем каждый вид Эвозд создает несколько видов ФХМ
(см. рис. 4.3).
Охарактеризуем виды ФХМ обработки.
1. Деформация без разрушения – процесс пластической деформации, не сопровождающийся отделением материала. При этом происходит изменение формы и размеров тела, изменение взаимного расположения микрочастиц твердого тела, изменение сил взаимодействия между микрочастицами, приводящее к возникновению технологических остаточных напряжений.
2.Деформация с разрушением – процесс доведения пластических деформаций обрабатываемого материала по линии сдвига до разрушения. Для этого ФХМ характерно два вида деформаций:
1) сжатие определенного объема материала срезаемого слоя, прилегающего к передней поверхности режущей части инструмента;
2) сдвиг этого объема материала.
3.Плавление – процесс перехода материала из твердого (кристаллического) состояния в жидкое вследствие поглощения тепла.
4.Испарение – процесс перехода материала из жидкого или твердого агрегатного состояния в газообразное. Этот ФХМ называется возгонкой или сублимацией.
5.Спекание – процесс соединения мелкозернистых или порошкообразных материалов в более крупные объемы при повышенной температуре.
98

99
|
|
|
|
|
|
|
|
|
|
|
|
Виды рабочей |
|
|
|
|
|
|
|
|
Виды энергии |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
энергии (Э ) |
|
|
|
|
|
|
воздействия (Эвозд) |
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
раб |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Механическая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Механическая |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тепловая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Электрическая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тепловая |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
Электромагнитная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
Лучевая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Химическая |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Химическая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
Ультразвуковая |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ядерная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
8 |
|
|
|
|
|
Ядерная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Физико-химический механизм (ФХМ)
|
|
Деформация |
1 |
|
|
|
|
безразрушения |
|
|
2Деформация
сразрушением
3 Плавление
4 Испарение
5Спекание
6Структурныепреобразования
|
|
|
Анодноерастворение |
|
7 |
|
|
|
|
|
|
|
Химическоерастворение |
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
Химическое соединение |
|
9 |
|
|
||
10Диффузия
11Ядерное преобразование вещества
Рис. 4.3. Схема преобразования энергии в процессах обработки
99
6.Структурные преобразования – процесс изменения физи- ко-механических свойств структуры и размеров зерен материала вследствие теплового или механического воздействия.
7.Анодное растворение – процесс удаления металла под действием электрического тока в среде электролита без непосредственного контакта инструмента с заготовкой. Под действием тока в электролите заготовка (анод) растворяется, а продукт обработки выносится потоком электролита. При этом инструмент (катод) в процессах обработки не изнашивается.
8.Химическое растворение – процесс снятия слоя материала за счет химических реакций в зоне обработки в растворах щелочей или кислот.
9.Химическое соединение – процесс образования на поверхности материала новых соединений за счет химических реакций заготовки и окружающей среды.
10.Диффузия – процесс проникновения частиц соприкасающихся сред (газа, жидкости, твердого материала) в поверхностные слои металла вследствие теплового движения частиц среды.
11.Ядерное преобразование вещества – процесс изменения физико-механических свойств и структуры материала за счет облучения электронами, нейтронами, β-частицами.
4.3.Построение кинематических схем формообразования (СФО)
Процесс формообразования заготовки связан с заданием вполне определенных ее движений относительно инструмента. Описание этих движений осуществляется в виде принципиальных кинематических схем формообразования.
100